启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2019-05-1395作者:启飞汽车设计
摘要
汽车底盘焊接总成产品,如副车架、摆臂、非承载式车身车架等大部分采用电弧焊焊接工艺,热输入量大,焊接变形复杂,其工艺的开发过程难度较高、过程复杂,一直是行业关注的焦点。该文从整个开发过程的角度,从产品结构及精度的分析、产品设计工艺性、变形规律的分析、焊接夹具的可调性设计及焊后工艺的应用方面,分析底盘焊接总成件的焊接工艺设计开发,实现过程开发的高质量、短周期及低成本。
一、底盘件焊接工艺特点
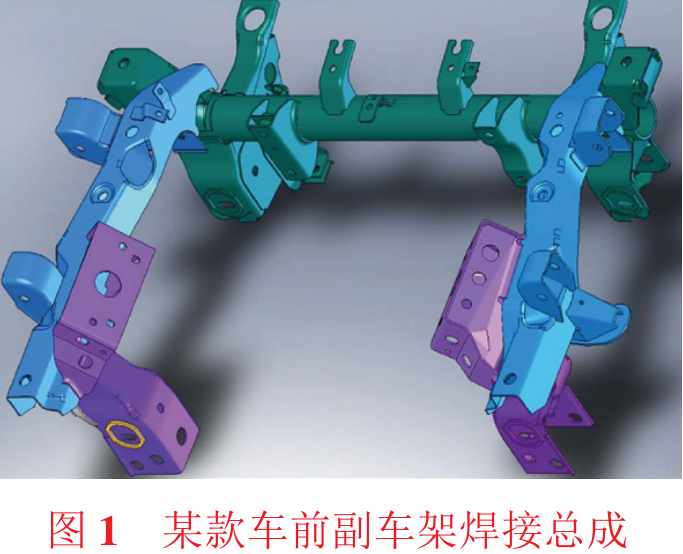
在进行所有研究之前,首先要了解底盘件焊接工艺的特点,这是基础。图 1 示出某款车前副架的焊接总成,焊接零件多,结构复杂,要求保证精度的多,焊缝多,总焊缝长达 38 m,板厚在 2 ~6 mm之间,属于薄板,这些特征将导致焊接变形非常复杂。
汽车底盘焊接类总成件均具有以上特点,很多焊接工程师(工艺设计、设备设计、工艺装备设计)遇到汽车底盘焊接件很头疼,处理这类焊接件对他们的经验水平要求很高,非标设计平均达到 90%。除此之外,随着国内汽车厂商推出的整车产品不断国际化,开始挑战中高端汽车产品,因此,对底盘件精度的要求越来越高。目前底盘焊接总成件的平均精度为 0.5~0.8 mm,有的焊接件局部精度已经达到了±0.1 mm,显然,再单纯依靠纯焊接工艺已经无法保证高精度了。
焊接工艺作为特种工艺,其核心是如何控制焊接变形以及控制方法,这就需要对焊接产品的工艺制造性、工艺设计、焊接装备的可调性及多种工艺组合进行重点研究。
二、底盘件产品设计工艺性审查
进行产品设计工艺性审查,是使新设计的产品在满足使用功能的前提下,应符合一定的工艺性指标要求,以便在现有生产条件下采用经济、合理的方法完成制造,同时在工艺审查过程中提高审查能力,为后续的使用维修提供便利,以确保产品设计实现低成本、高质量、短周期的开发目标,并且更容易制造。
为了保证设计的产品具有良好的工艺性,在产品设计的各个阶段均应进行设计工艺性审查,主要包括交流数模设计阶段的审查、工艺数模设计阶段的审查、NC数模及工作图设计阶段的审查。将评审的内容编写成报告书,并留存记录表,后续将报告书分类、编写审查标准。
评审时,需要制定一系列审查标准,作为判断标准。那么对于底盘焊接总成件,重点关注的是定位设计及构造设计 2 部分,需要掌握正确的分析方法和众多的案例用以形成审查标准。1)定位设计:焊接构造各工件的关系,称为定位;2)焊接构造:指构成焊接件的各单件的物理结构,包含焊道等。以定位设计的审查标准为例,介绍工艺 SE 分析的内容以及它带来的好处,如图 2 所示。
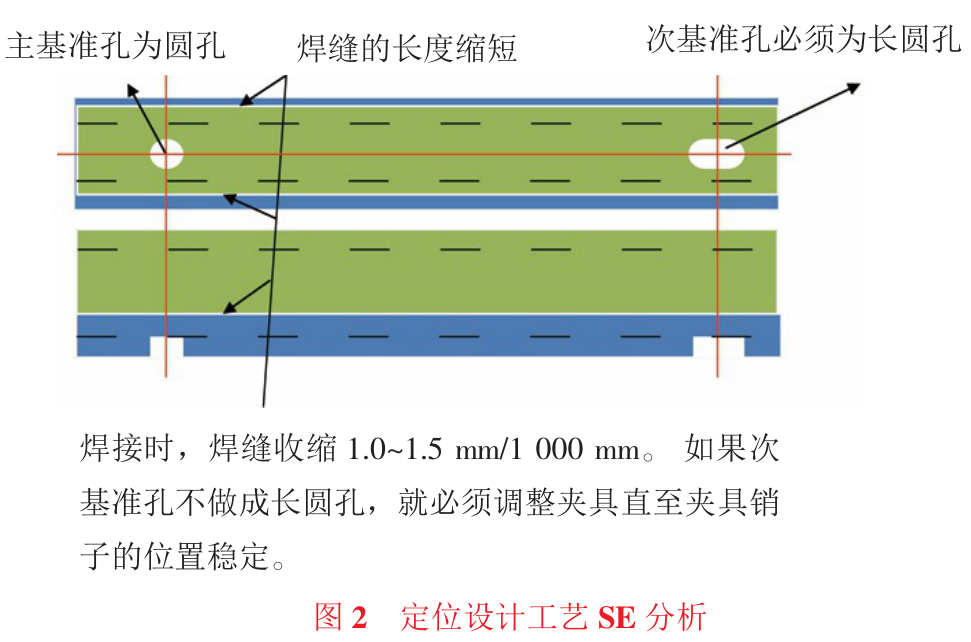
如果产品设计先天存在缺陷,对工艺开发将是致命的,需要用很高成本来弥补,造成产品品质不稳定。例如:需要反复调整销子的位置,对于批量生产,这是不允许的,如图 2 所示。在产品设计期间,需要同步开展产品的工艺 SE 分析,对产品设计进行修正。对于一个过程开发团队来说,建立一整套工艺 SE 分析方法和典型案例分析尤为重要。
三、良好的工艺设计
不仅要具有制造工艺性好的产品设计,同时还要开展工艺流程的设计。良好的工艺流程设计核心是为了减少焊接变形量或令焊接变形朝预设的方向发展变化,最终有效保证产品精度,并稳定生产。列举 1 个典型案例进行说明。
有对称度要求的 2 个支架,必须安排在 1 个工序内进行对称焊接并完成,不可分成 2 个工序完成。汽车底盘后桥壳类产品的支架焊接,如图 3 所示,支架 A-支架 B、支架 C-支架 D 均为中心对称支架组,每组对称支架必须单独放在 2 个工序内,这种安排可以保证其对称精度,同时也使桥管的变形按预设的方向变化,即 2 个工序对于桥管的弯曲变形度大部分会相互抵消,降低后序校直工序的校直难度。
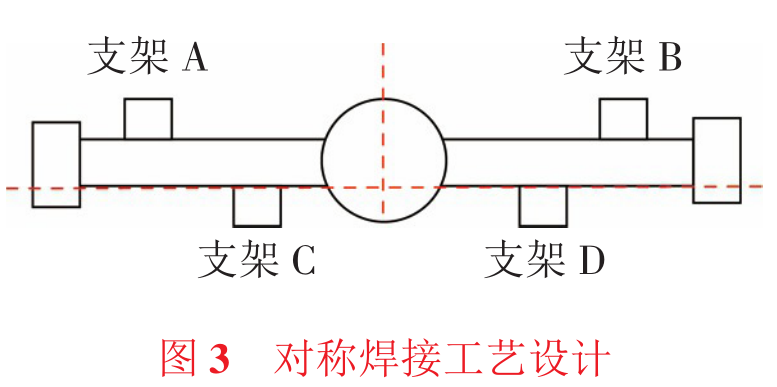
在进行工艺设计的同时,要考虑产品设计的功能,要同步开展设备种类、规格的选择。例如:每组对称焊接的支架,最好要同时进行焊接,工艺性更好,如图 3所示。要保证同时焊接,选择人工焊接是不能够实现的,因为人工焊接一次只能焊接一个支架,而且后桥支架是受力工件,对焊接强度要求较高,支架焊道处断裂是它的主要失效模式,人工焊接质量不稳定,因此,有条件的企业,最好选用双机器人同时对 2 个支架进行焊接,使后桥壳整体焊接变形更可控、焊接质量更稳定。在实际工作中,不断总结某一类产品(结构类似)或同平台产品的焊接变形规律,以便在后序开发中,根据焊接变形规律进行有针对性的工艺流程设计。
四、焊接夹具可调性设计
众所周知,由于弧焊对板材及工件产生大量热量,导致板材及工件焊接变形,因此对焊接夹具有 2 种设计方式。
1. 反变形设计
根据以往经验,对底盘类焊接件变形规律进行大量的数据统计,现已掌握其变形规律。根据产品数模与图纸进行焊接夹具设计时,对夹具内各定位点位置的确定已考虑了焊接变形量,焊接完毕后,产品尺寸经正常收缩后,即可达到产品图纸要求的精度,此设计形式对焊接工装设计工程师的要求很高。
2. 完全依据产品数模设计焊接夹具
不考虑焊接变形规律,直接根据产品数模尺寸设计焊接夹具的各定位机构的位置。此种方式,往往是以往没有总结过此类产品的焊接变形规律,或是开发1 种新结构的底盘焊接类总成,尚不清楚其焊接变形规律,这也是最常用的设计方式。
综上,不论是第 1 种还是第 2 种夹具设计方式,由于焊接工艺存在焊接变形,在安装调试、批量生产过程中都会对焊接夹具进行调整,所以 2 种方式设计的焊接夹具都要具备可调性。第 1 种设计方式只是调整量非常小(只是精度的深度调整),但是夹具也是需要调整的,也就是说焊接总成产品的精度,都是通过对焊接夹具各定位机构的实际调整调试出来的,所以在设计焊接夹具时,必须考虑各定位机构的可调性。下面举例说明如何设计焊接夹具可调性。工件散件定位点选择合理,每一个定位点要根据该部件在汽车上的功能确定需要调整的自由度数量,若自由度数量为 n,则设计成 n 自由度调整机构,同时要设计调整位置精度(调整范围±3mm)的机构,使定位元件的实际移动量与目标值之差不大于 0.2 mm。焊接夹具调整机构,如图 4 所示。
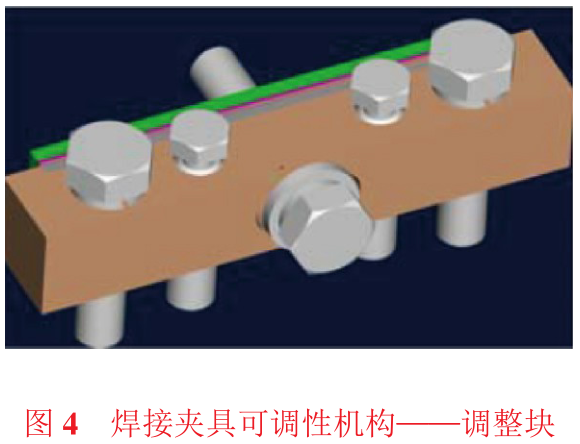
使用此种可调性机构的注意事项:1)严格禁止在2 层联结之间的不同位置塞入不同厚度的垫片,致使定位元件的位置取决于螺钉拧紧程度,大大降低焊接夹具的可靠性和工作稳定性。定位调整机构的各组调整垫片的调整方向要与总成图内标注的方向一致,便于确定调整量;2)根据每个产品特性,均需设计 1 层调整机构,而这层调整机构要设计 1 组调整块,一般是 2 块调整块。根据经验,应设计成多自由度调整机构,调试周期比普通调试周期缩短一半。
五、焊接工艺与其它工艺的多种组合
随着产品精度要求越来越高,在产品设计初期,明确规定要提高产品精度,所以要前瞻性地考虑焊接工艺与其它制造工艺组合起来保证产品精度,如果仍固执地单独采用焊接工艺,那么将导致过程开发失败,造成巨大损失。下面简单介绍 2 种常见的工艺组合。
1. 焊接工艺+机加工工艺
对于中高端车型,底盘焊接总成,如后扭梁、摆臂轴套孔等,其平均精度为 0.5~0.8 mm,有的甚至为±0.1 mm。此类部件均采用焊接工艺 + 机加工工艺的组合形式,即先进行焊接,最后用机加工保证最终产品精度要求,由于机加工工艺本身不会产生变形,所以很多底盘制造厂大量采用此种形式,但是这种工艺组合,在产品设计时要同步考虑工艺设计,提前考虑机加工预留量。
2. 焊接工艺+冲裁工艺
底盘焊接总成,诸如一些支架有对称孔,要求精度较高,传统的焊接工艺无法保证精度要求,而且又无法采用机加工工艺。国内的外资、合资品牌从开始就使用焊接工艺 + 冲裁工艺,不但可以保证精度,而且可以缩短调试周期,如果传统焊接工艺用 8 个月时间调试,采用此种工艺组合,时间能缩短至 3.5~4 个月。
焊后冲裁的技术核心是气动增压缸,比传统的液压缸具有设备体积小、冲裁力大的特点,能在短距离内对 2~6 mm的板材进行冲孔加工,速度快,精度高。劣势在于成本高,单机价格在 150~200 万元之间。
工艺组合还有很多形式,要根据具体的产品进行选择。随着行业技术的发展,一些新技术、新工艺的不断出现,可选的形式会更多,所以要多关注领域内新技术研发、新设备使用和检测技术应用,与知名供应商构建交流与合作平台,多做储备。
六、结论
每一类焊接件都有它的焊接变形规律,通过对焊接变形规律的总结,对实际产品数模、图纸的分析,制定出合理的焊接工艺,这是焊接工艺开发的核心。如果不考虑这些因素,接到项目后,马上开始工艺设计,后期往往会出现大量变更,甚至会出现无法扭转的局面,而现在的开发往往是这种状态,因此,要改变这种开发流程,就应注重对现场过程的分析,及时对调试过程进行总结,根据大量的统计数据,建立焊接变形的模型,为后续新项目的开发提供数据支持。
作者:张宏君 来源:汽车工程师
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














