焊接之----焊装流程(下)【启飞专业知识系统分享-焊接01】
1 焊接的定义
定义:焊接是通过加热或者加压,或者两者并用;加或不加填充材料;使两分离的金属表面达到原子间的结合,形成永久性连接的一种工艺方法。
2 焊接方法
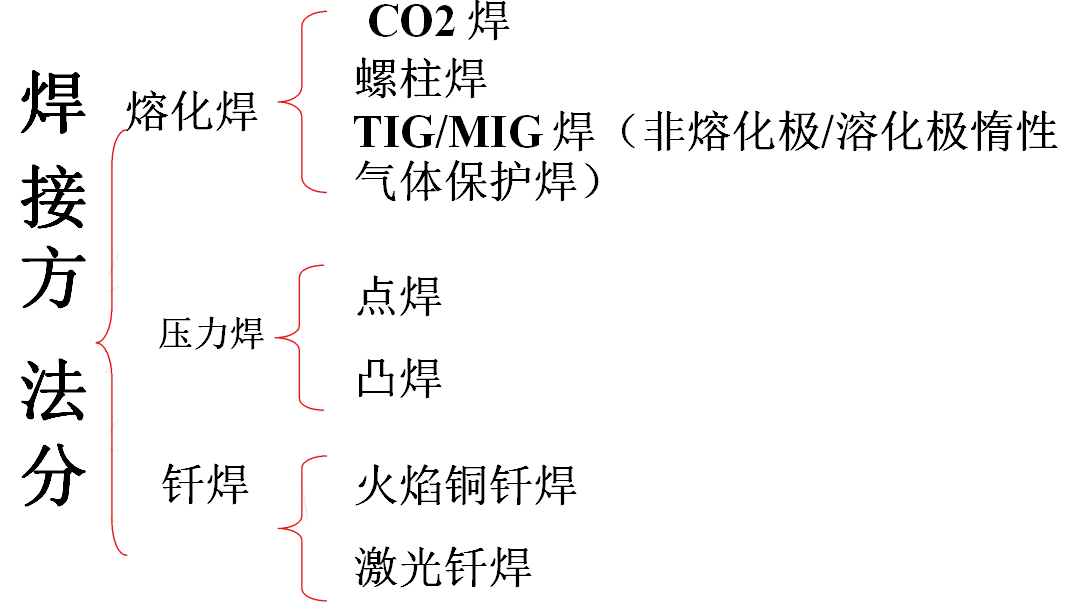
2.1 熔焊
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
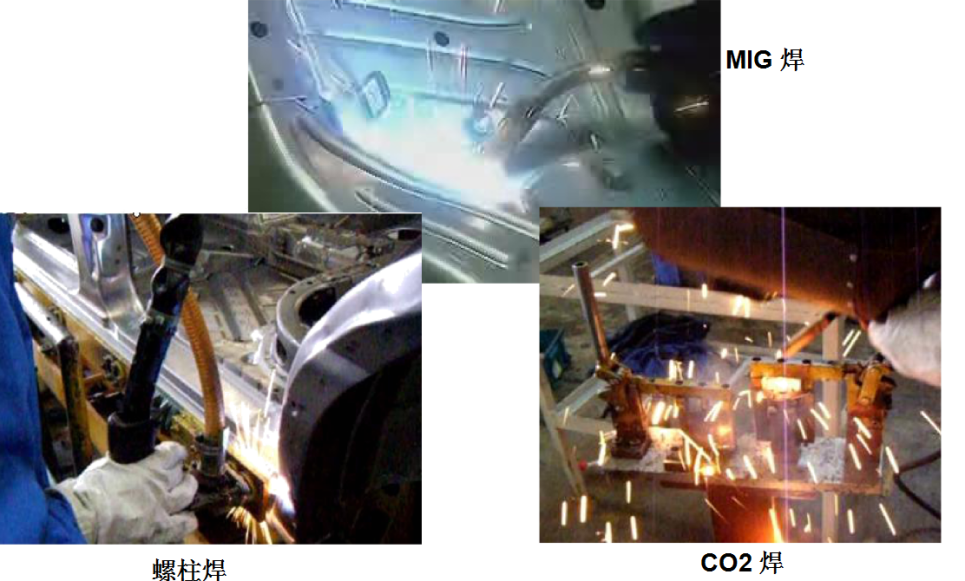
① CO2气体保护焊方法的原理
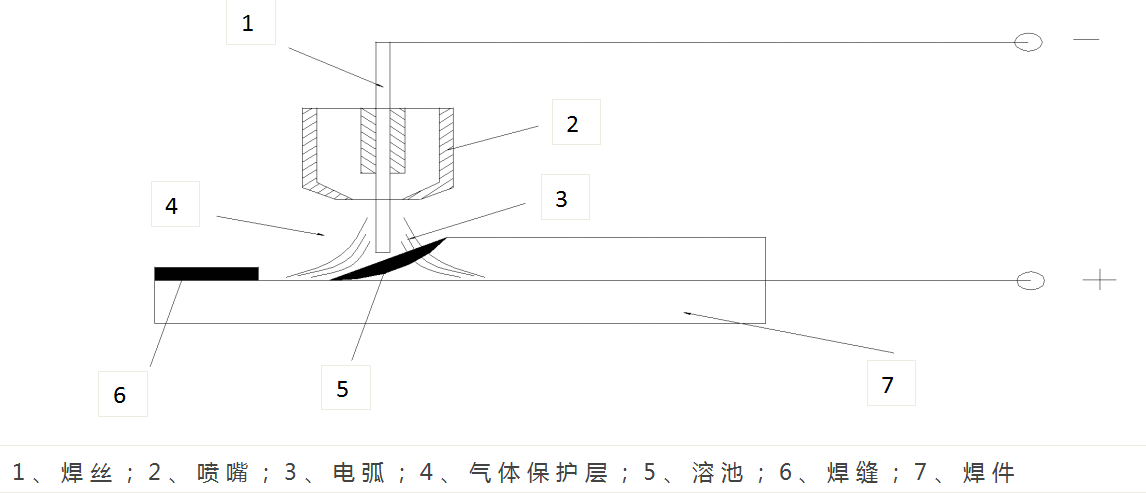
CO2气体保护焊是采用CO2气体作为保护介质,焊接时,CO2气体通过焊枪的喷嘴,沿焊丝的周围喷射出来,在电弧周围形成气体保护层,机械地将焊接电弧与空气隔离开来,从而避免了有害气体的侵入,保证焊接过程的稳定以获得优质的焊缝;利用工件和焊丝之间产生一定电弧带来的高温,实现熔化金属部件的目的,利用 CO2 焊接工艺时常运用光焊丝作为其填充金属。CO2气体保护焊和其他焊接工艺相比,有自身独特的优势,例如:焊接成本低、效率高,且可以保证焊接质量。
其工作原理如图:
注意事项:
CO2 气体保护焊具有较小的铁锈敏感性,能够实现焊接自动化与机械化,所以,CO2 气体保护焊运用的十分广泛。运用 CO2 气体保护焊过程中,需要注意其规范数非常多,例如:电弧电压、CO2 流量、焊丝尺寸、焊接速度、焊接电流等等,焊接前一定要合理选择这些参数,必须以保证焊接质量为前提,然而再尽量提高焊接效率。
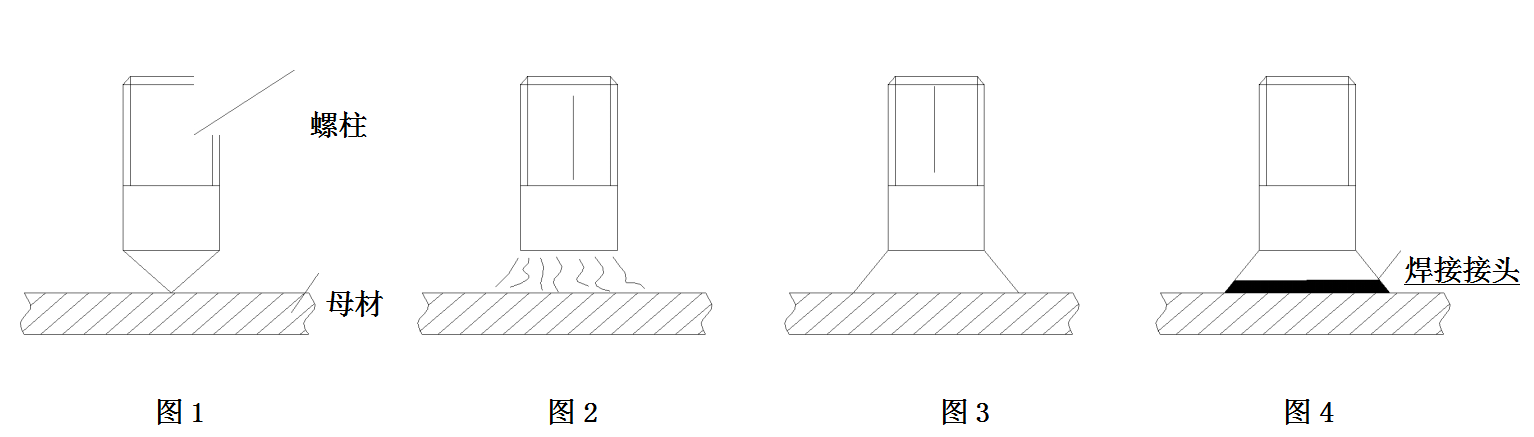
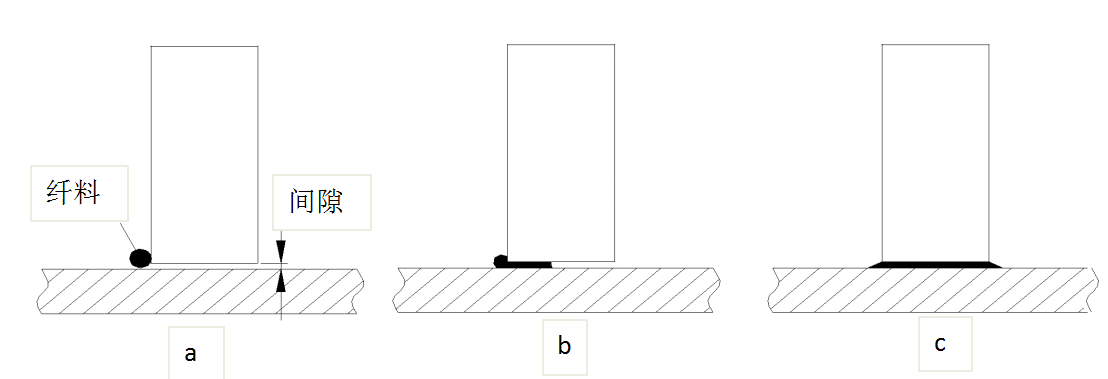
② 螺柱焊焊接原理和过程
开始时先将螺柱放入焊枪的夹头里并套上套圈,使螺柱端与工件(母材)接触(图1)按下开关接通电源,枪体中的电磁线圈通电而将螺柱从工件拉起,随即起弧(图2)。电弧热使柱端和母材熔化,由时间控制器自动控制燃弧时间。在断弧的同时,线圈也断电,靠压紧弹簧把螺柱压入母材熔池即完成焊接(图3)。最后形成焊接接头(图4)。
2.2 压焊
压焊是在加压条件下,使两工件在固态下实现原子间结合,又称固态焊接。常用的压焊工艺是电阻对焊。压焊方法的共同特点是在焊接过程中施加压力而不加填充材料。
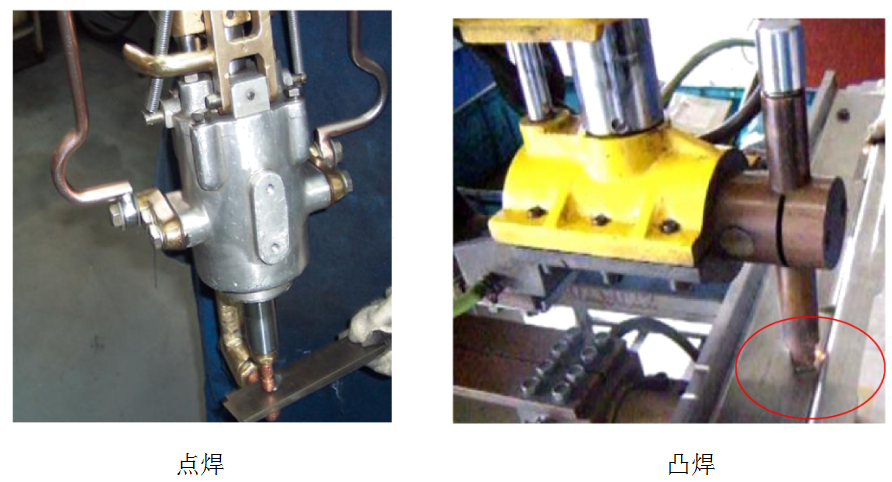
① 点焊工艺
正常情况下,一辆汽车的白车身会有几千个焊点,而绝大部分车身都是点焊结构件构成的,所以,相比其他焊接工艺,点焊是白车身制造中运用最多的焊接工艺。点焊属于电阻焊,点焊的原理使在焊件之间制造多个焊点连接焊接,当两个焊件压紧在两个电极间是介入较大电流,运用电阻热把焊接区域加热,直至加热到可以达到预计尺寸的熔化点,再切断电源,熔化中心受压力影响冷却后会变成焊点。
注意事项:
为了控制点焊的质量,在利用点焊焊接工艺施工时要注意一些问题:首先,要严格控制零件料厚比。因为加热板件过程中,板件极易受焊接电流与时间的影响,因此,要防止不同零件料的厚比差较大问题,防止焊接质量受到影响。例如:出现焊穿薄板,但厚板依然没有焊透情况。如果遇到由于焊接工艺需要一定要一起焊接 4 层板时,可运用开焊接工艺缺口法进行解决;其次,有效控白车身边缘和焊点间距离。一般情况下,汽车白车身边缘和焊点间距离要等于 0.8 倍薄板厚度和 0.2 倍厚板厚度,大量的实践充分证明,进行点焊时如果薄板厚度太大,车身零件就会有起翘问题出现。控制焊点间距过程中要充分结合车身的刚度要求,防止刚度分流现象出现;最后,要有效控制焊接空间和焊接面。为防止焊接白车身过程中存有虚焊问题,要确保不同薄板间焊接面都贴合,合理布置点焊缝位置。焊接空间方面,应该尽可能的让 X 型焊枪和 C 型焊枪和焊接头接近。
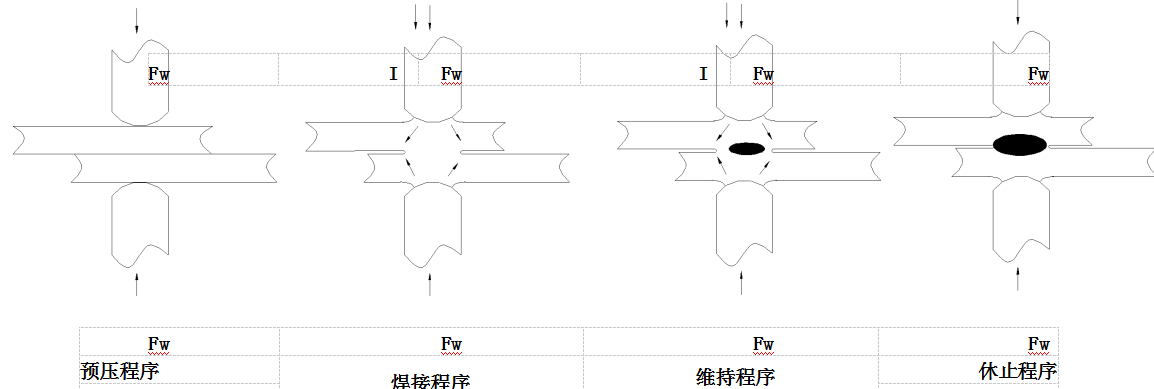
一个完整的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序。在预压阶段没有电流通过,只对母材金属施加压力。在焊接程序和维持程序中,压力处于一定的数值下,通过电流,产生热量熔化母材金属,从而形成熔核。在休止程序中,停止通电,压力也在逐渐减小。
② 凸焊工艺
凸焊可以说是点焊的变型,凸焊常用来焊接低合金钢与低碳钢冲压件。凸焊也有很多种类,例如:板件凸焊、螺钉零件凸焊、管子凸焊机线材交叉凸焊等。利用凸焊工艺焊接板件时板件厚度最好在 4mm以内。点焊和凸焊不同之处是凸焊要提前在焊件上制造凸点,或是利用焊件原有倒角、型面当成焊接过程中的接触部位。
注意事项:
由于凸焊是运用车身凸点来接触焊接,接触面的单位面积电流与压力都会随之提升,可以集中巨大热量,使车身板件的外表面氧化膜发生破裂,分流电流就会变小。所以,利用凸焊工艺进行焊接时可以实现多点凸焊,接头变形不仅会减轻,焊接效率也能够有很大程度提高。利用凸焊焊接工艺焊接之前,要注意先冲制车身凸起位置,所以,和其他焊接工艺相比,凸焊工艺更要做好焊接前的准备工作,合理制定焊接工序,充分准备焊接设备。凸焊焊接时间和薄板厚度、焊接电流及凸点刚度有关。要在车身薄板位置焊接凸焊螺栓和凸焊螺母,促使拧紧螺母或螺栓时能够装配车身。运用凸焊机焊接好螺栓和螺母以后,要认真检查上级车身整体和零部件匹配情况,并运用定位销固定螺母焊接位置。
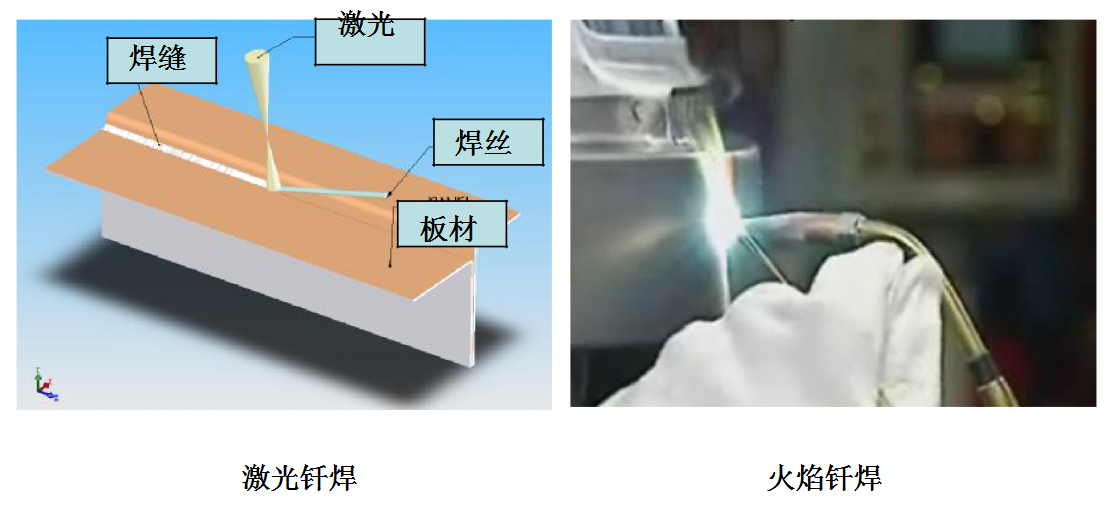
2.3 钎焊
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。
钎焊方法简介
采用比母材熔点低的金属材料做钎料,将焊件(母材)与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散而实现连接焊接。
激光焊是运用激光器输出且经过光源聚焦的具有高能量密度激光作热源,对金属实行钎焊或熔化焊。激光焊有脉冲功率激光焊与连续功率激光焊。利用激光焊焊接过程中激光不和工件发生直接接触,具有较高的灵活性,接头实行对接或搭接。利用激光焊焊接工艺可以焊接部分变形较小、强度较高,利用传统焊接方法不能焊接的特殊材料汽车零部件。激光焊有很多优点,因为焊接过程没有连接的间隙,车身焊接位置在整个焊接过程中不会发生变形。激光焊接的焊接宽度和焊接深度比很高,如果焊接缝宽 1mm,焊接深度要高达 5mm,因此,激光焊的焊接质量非常高。因为激光焊的焊缝较为平整,焊接的痕迹较小,几乎不用再进行修补,很多汽车公司都在运用该焊接技术。通用汽车公司焊机新的车顶部件运用激光焊,上海大众焊接车侧围和顶盖连接位置运用激光焊,伴随汽车行业不断发展,激光焊运用一定会越来越广泛。
3 结束语
汽车车身焊接工艺对汽车整车制造质量具有很大影响,因此,制造汽车过程中,要高度重视汽车白车身焊接工艺选择,因为焊接工艺受用户一项、工艺水平、产品系列等因素影响,设计过程中必须全面考虑各工艺优缺点及影响因素,结合厂家要求,不断完善焊接工艺的设计方案,优化焊接方法,全面考虑各种因素影响,确保车身焊接质量满足要求。
学习 启飞课程
让启飞为“你的未来”助力!
返回列表