汽车外覆盖件面品提升——修边碎屑
1 引言
随着汽车工业的飞速发展,汽车制造厂 商及消费群体对汽车的制件品质要求越来越 高,冲压过程中因修边产生碎屑而影响制件 品质的问题,一直是各汽车制造厂商急于解 决的问题。 本文介绍了目前常用的解决修边碎屑的 几种常用方案。
2 修边碎屑产生原因
现大多数修边序工序排布为周圈修边, 该种排布必须设置多把废料刀切断废料,废 料切断时废料刀处废料与其它处废料不是同 时切断,废料存在撕断,故产生铁屑。
3 解决方案
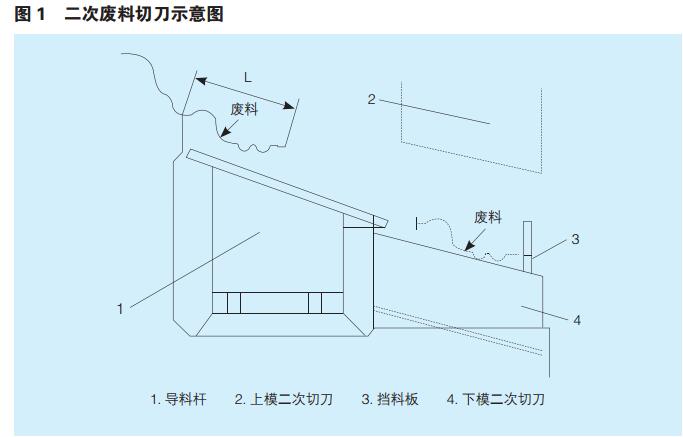
3.1 制件工艺设计 方案一:修边接刀:通过修边接刀将废 料通过 2 序或者 2 序以上工序进行分切,不 再进行周圈切边,这样可以消除废料刀的设 计,从而解决废料刀产生的碎屑问题。 方案二:二级废料切刀:将废料先切断 下滑到产品区域外后再进行二次切断,如图 一所示,废料在一次切断后由序号 1 导料杆 导出产品区域,在序号 3 档料板处挡住废料, 使用序号 2,序号 4 二次切刀进行切断,该方 案废料同时切断且远离产品区域。
3.2 制件模具设计
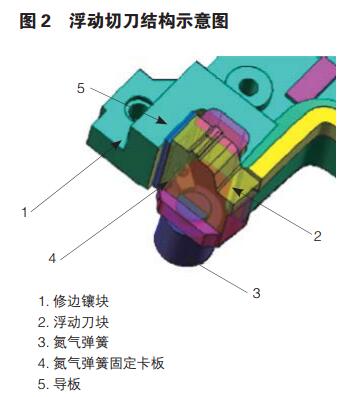
方案一:浮动切刀:浮动切刀是在上模 废料刀相邻的修边镶块(序号 1)上分割出的
由氮气弹簧 (序号 3) 支撑的浮动刀块结构 (序 号 2),浮动刀块通过导板(序号 5)与上模镶块滑动配合,实现修边刃口的同步切入, 从而减少修边时产生的碎屑,更好的保证外 板制件的面品。
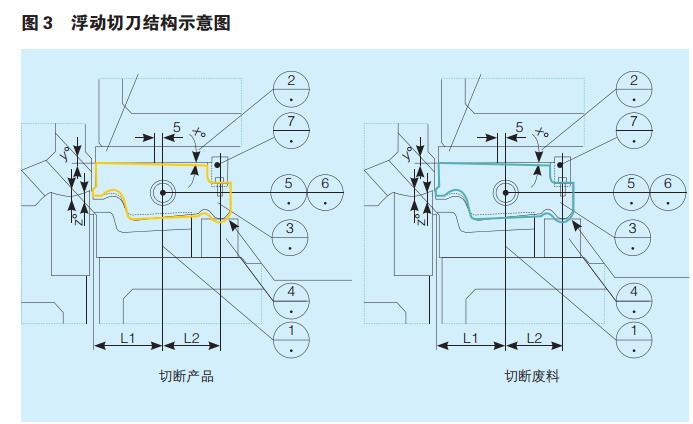
方案二:旋转切刀:在上模修边镶块(序 号 2)上,设计旋转切刀(序号 3),当切断 产品时弹簧(序号 7)顶起旋转切刀通过旋转 轴(序号 5)旋转到与上模修边镶块刃口平齐 处, 保证同时切断, 当切断废料时, 驱动块 (序 号 4)顶起旋转切刀压缩弹簧,保证废料的切 断,该结构通过切刀的旋转实现了产品和废 料的分时修断,避免了碎屑的产生。
4 结语
制件生产过程中产生碎屑影响面品问题是冲压件面品提升中的一个难题,必须在设计前期就考虑怎么通过工艺及结构的改善消 除或者减轻碎屑。在制定方案时既要考虑到 实际效用又要考虑到成本问题,两者兼备的才是最优方案。
(作者,启飞汽车设计专注于汽车设计研发与汽车设计培训实战教育培训。底盘设计培训,汽车内外饰设计培训。汽车设计资料分享。启飞高级讲师队伍为车企设计研发工程师创建,已经陆续培养大批汽车设计研发人才进入汽车设计行业,启飞所有汽车高级工程师都来自国内外车企或设计公司,拥有丰富的设计研发经验,,更多汽车设计实战技术与汽车行业就业经验,请关注Q2915766019 微信:qifei1788。官网:www.91qifei.com
启飞汽车设计:国内第一家专业汽车工程设计培训公司愿陪您一起成长