启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2018-03-16191作者:启飞汽车设计
一.装配规范
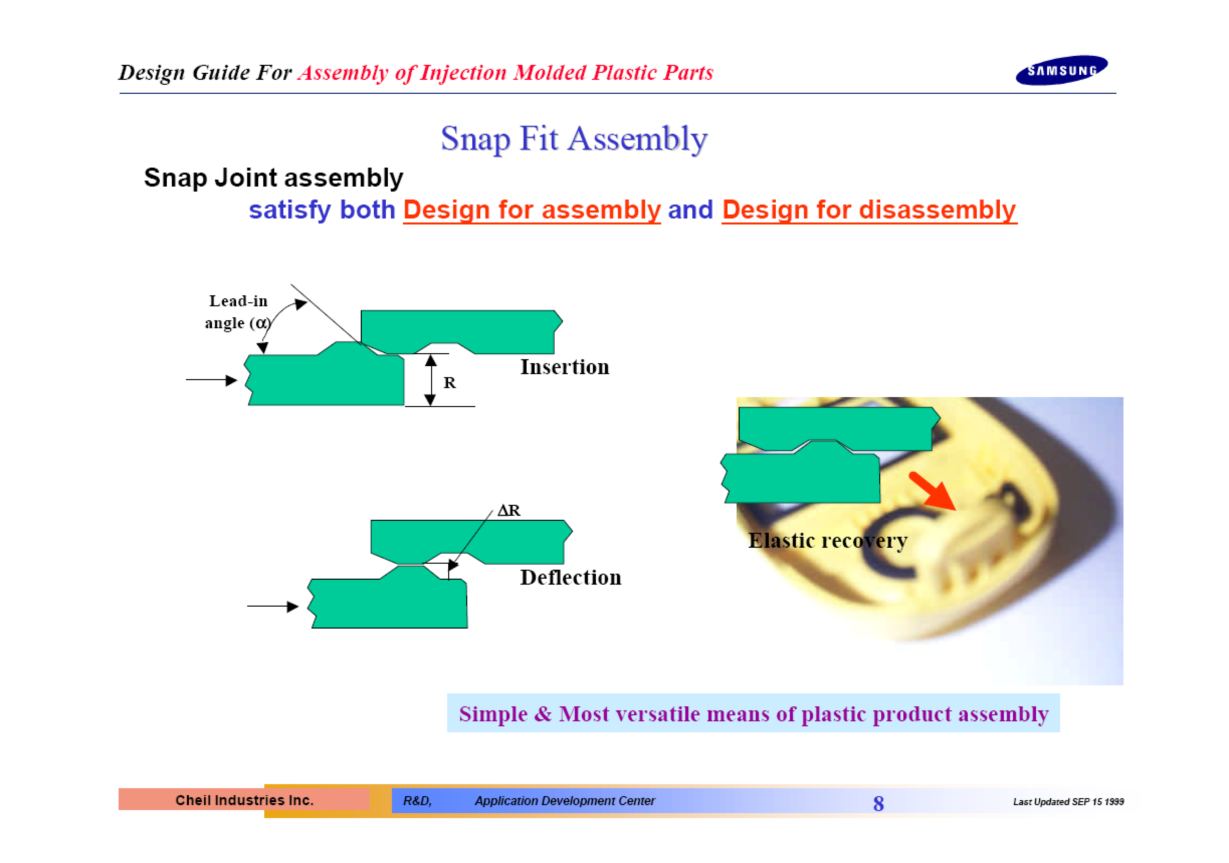
1.1 咬接
a. 材料
咬接设计取决于使用的材料容许的变形。举个例子,由于聚酰胺在干燥状态下比常规状态下能容许的变形更低,有必要加倍注意这种材料的应用,玻璃纤维含量对材料的所允许变形也有很大的影响,因此对倒钩允许的倾斜度也有影响.
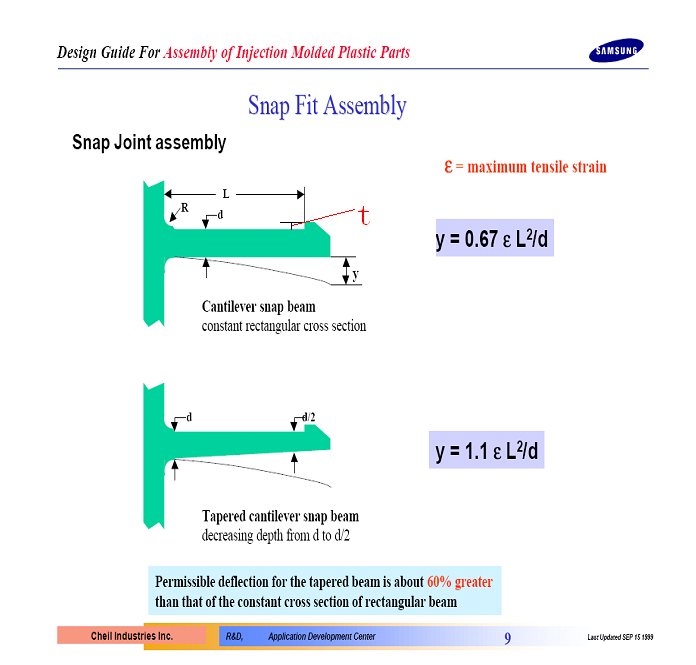
b. t的高度应该小于ymax
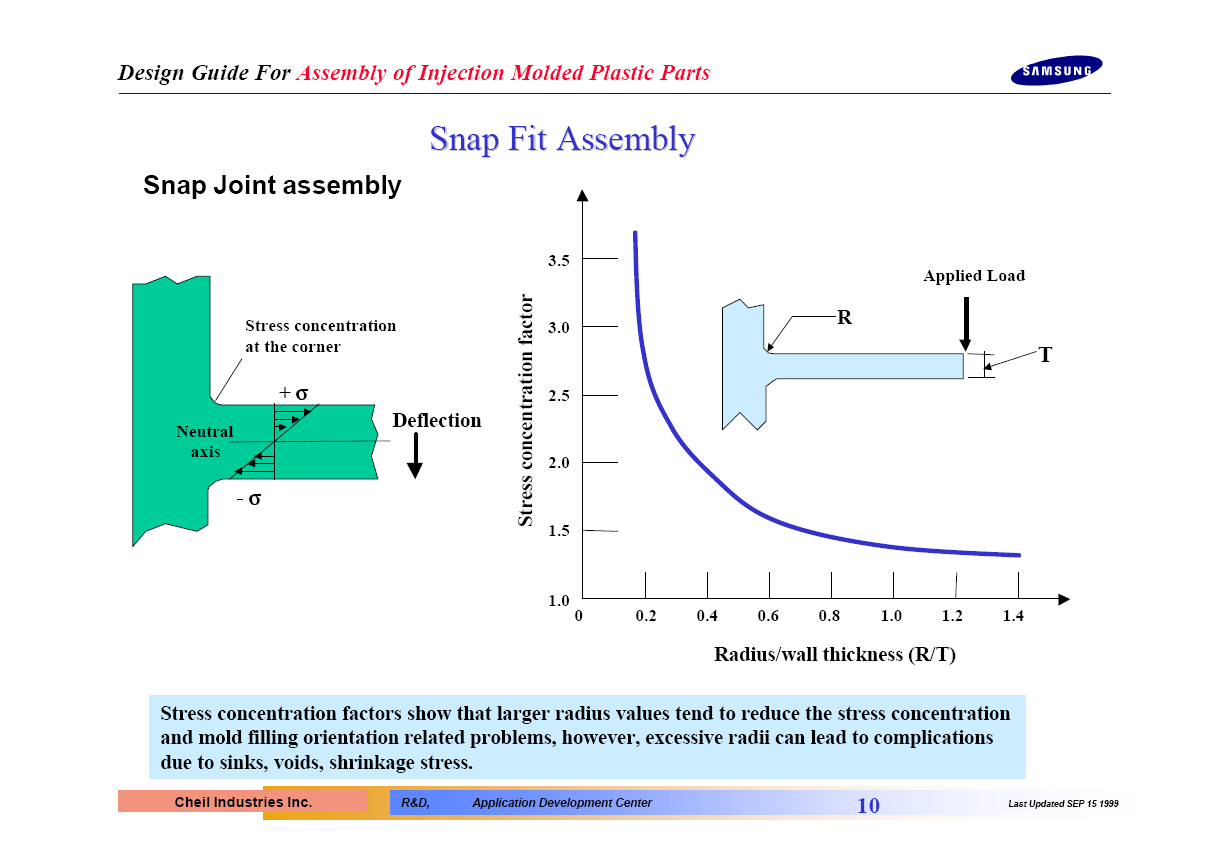
c. 为防应力集中R应大于T一般为1.2T左右
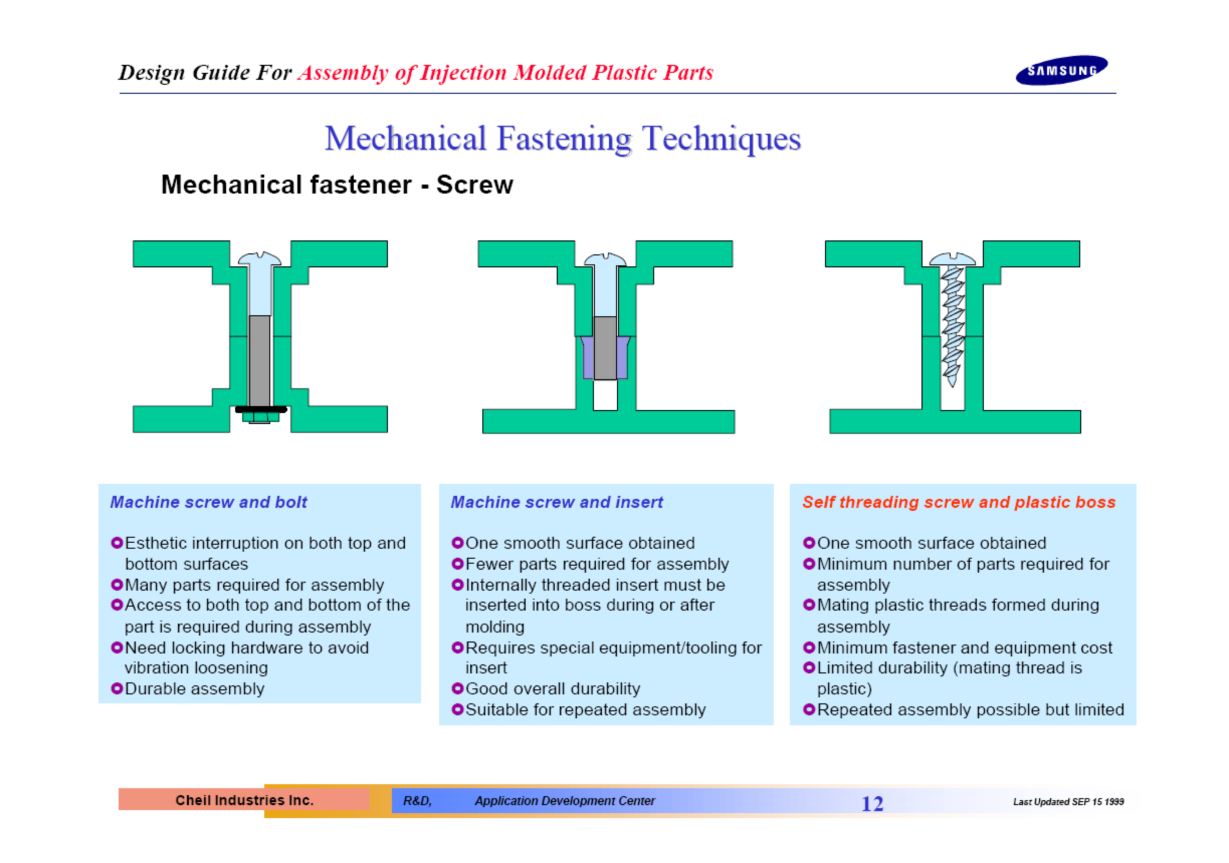
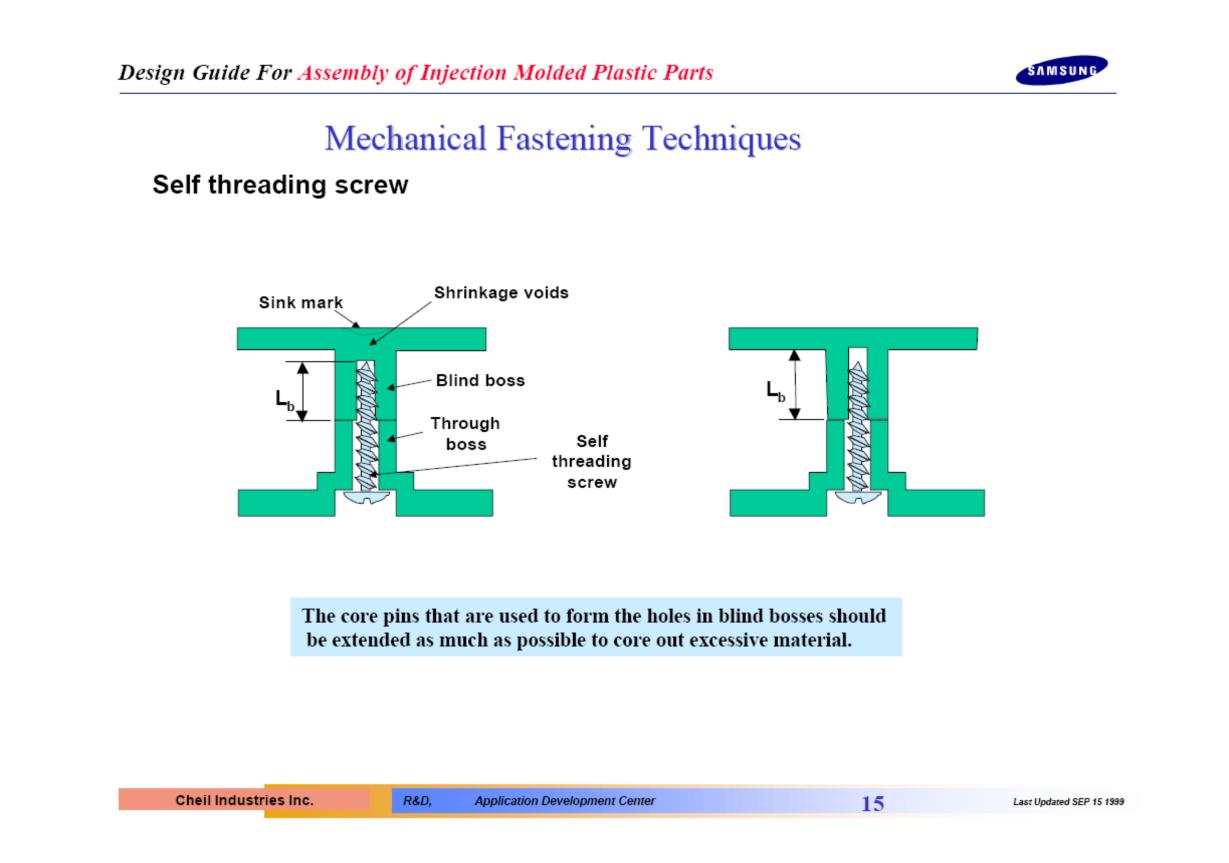
1.2 螺纹连接
a. 三种形式(锣栓式,预埋件式,自攻式)
b.需注意的一些东西
1.3 粘接
粘合剂可用来连接相同原料聚合物的塑料制件,一般用来边接由不同材料制造的制件。使热固性塑料制件相互连接,或使塑料制件与金属连接。粘合剂的
a.优点
l 美观、设计灵活;
l 均匀的应力分布;
l 能够连接不同的材料;
l 能够提供大气\水\气体的严密封口;
l 柔软粘合剂能缓冲振动;
l 能与薄而软的基材一起使用;
l 提供电绝缘和热绝缘性。
b.粘合剂的各种局限性
n 接头性能不定性;
n 永久组装;
n 综合化学过程;
n 需要干净表面;
n 没有接头检测;
n 达到最大强度的时间。
C.粘合剂选择
特定应用的粘合剂的选择取决的因素包括:使用环境、应力值、基材表面化学、基材刚性特性、基材热膨胀系数、填缝要求和应用方法。
d.溶剂粘接
溶剂粘接是可以组装某些热塑性制件的方法,最常用于无定形热塑性塑料制件上。溶剂粘接是形成坚固的无定形热塑性制件密封组装的简单的、相对便宜的方法。溶剂的低黏度要求被粘接制件应该是不弯曲的且用相对紧的公差模制。
1.4 焊接
通常认为热塑性焊接是不可逆的.少数工艺如感應焊接可生産可逆組裝件.至於選擇哪種方法應在製件沒計初作出,因爲焊接方法對製件設計的要求可能是重要的,且不同焊接方法同差別顯蓍.
1. 超聲焊接
2. 振動焊接
3. 旋轉焊接
4. 熱板焊接
5. 感應焊接
6. 接觸(電阻)焊
7. 熱氣焊接
8. 擠出焊接
熱氣焊接技術通常用來焊接塑膠管,片或半成品製品而不是注塑成型製件.但許多熱塑性模塑製件,特別是熱塑性汽車盤是用熱氣焊接技術修復的,另外熱氣焊接有時用來製備塑膠樣模製件.
只讲解车门内饰常用的超声焊接中的几种
*超聲鉚焊 超聲焊接的變異是超聲鉚焊.即把一個熱塑性製件固定在另一個不同材料的製件上的方法.鉚釘或凸台在底部應該 有十分大的半徑或圓角,以防裂紋或熔融.爲了集中超聲能量,凸台的頂端應該設計成與焊頭的初始接觸最小。凸台頂部可以是平的或圓錐形的,半結晶或填充的聚合物以圓錐形的較佳。超聲鉚焊的完整性取決於鉚釘和焊頭之間的精確容量關係。
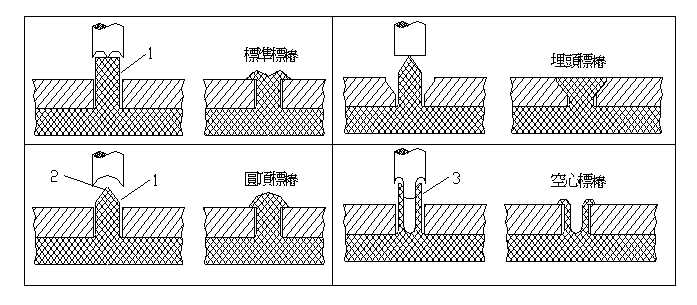
圖9 超聲焊接設備可生産鉚焊或各種結構
1- φ≧1.6mm的鉚釘;2-尖錐觸發熔融;3-φ≧14.0mm的鉚釘
*標準鉚焊 直徑在1.6-4.0mm這間的平頭鉚釘。剛性和柔性的不耐磨熱塑性塑膠推薦使用標準外形。
*半球形鉚焊 直徑小於1.6mm的鉚釘建議用在半球形鉚焊上。對耐磨塑膠是合適的。
*溢流式鉚焊 溢流式鉚焊用在要求表面爲平的或隆起的及鎖信製件的厚度被允許使用的應用中。
二.车门内护板设计分析
2.1 装配分析
2.1.1 车门内护板与车门内板的装配
连接方式一般不单独使用,往往要借助于车门总成上的车门窗玻璃密封条,辅以螺钉连接组合使用。另外,装在车门内饰上的门锁内板手、车门内拉手、玻璃升降机手柄、搁手、后视镜手柄等均与门内饰板构成装配关系,并兼有固定门内饰板的作用。
应根据造型风格选用适合的固定方式,而车门内装部件的安装对内饰的固定亦起到一定的作用,以实现内饰美化的效果.
2.1.1.1 事例1
奥迪100C3门护板是具有立体造型结构的整体式门护板,其上的装饰板是仪表板装饰板在侧面的延续;前门护板前部呈凹凸形并与仪表板衔接;前后门护板中部均采用了与座椅相同的复合面料作饰面;边框采用侧围统一的微发泡PVC表皮,使门护板触感好,有层次,有立体感,并把门护板与整体内饰有机地联系在一起,增强了内饰的统一、协调的美感。
结合立体造型,门护板还设置了杂物斗,为烟灰盒、门锁内手开手柄等功能部件提供了固定条件,增强了门护板的功能性。门护板与车门间的隔音衬垫被三个卡扣固定在车门内板上,形成门帘式结构,便于车门附件的检修与调整。
门护板的固定,上端采用挂钩式结构,其余三边以塑料卡扣与车门相连,每个门护板仅用的三个螺钉都设计在隐蔽处。扶手的固定对门护板也起到了一定的辅助定位作用
2.1.1.2 事例2
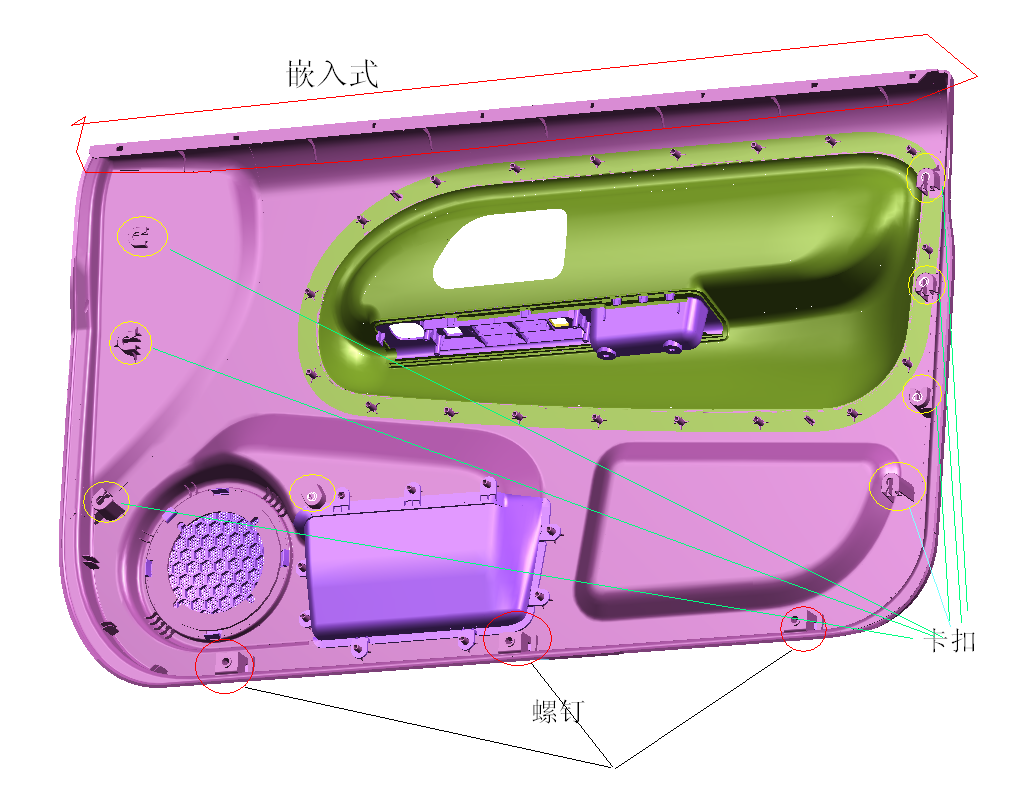
车门内饰大概为1000mm*600mm
车门内饰与车门内板上面采用嵌入式,三边采用卡扣加螺钉连接(如上图),为了防止螺钉露在外面影响美观,一般会在螺钉上面加上钔头,其一般采用咬接式
关于卡接
a. 卡扣的安装方向
为了防止安装的不稳,卡扣不能都朝同一方向,而应该有些错向,如上图
b. 卡座应安放在周边,距离尽量相等
c. 内饰易翘曲或是受力很大的地方应多安放卡座或是螺钉加钔头安装
d. 内饰件太大,采用卡扣和螺钉混合安装
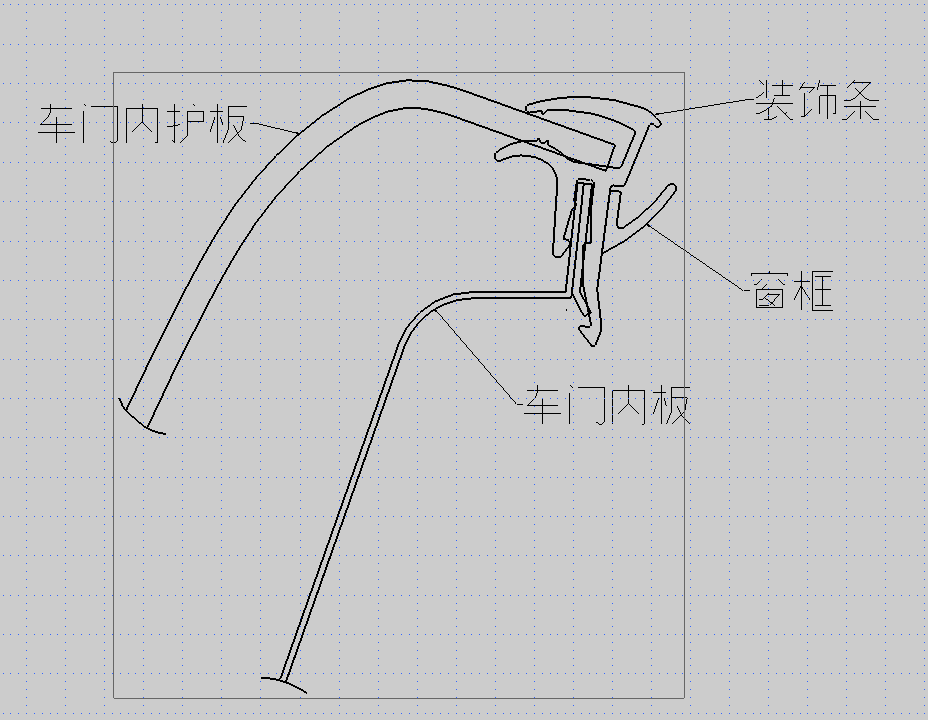
2.1.1.3 事例3(装饰条加固)
上部采用装饰条与车门内板,窗框卡接+螺钉装配(如下)
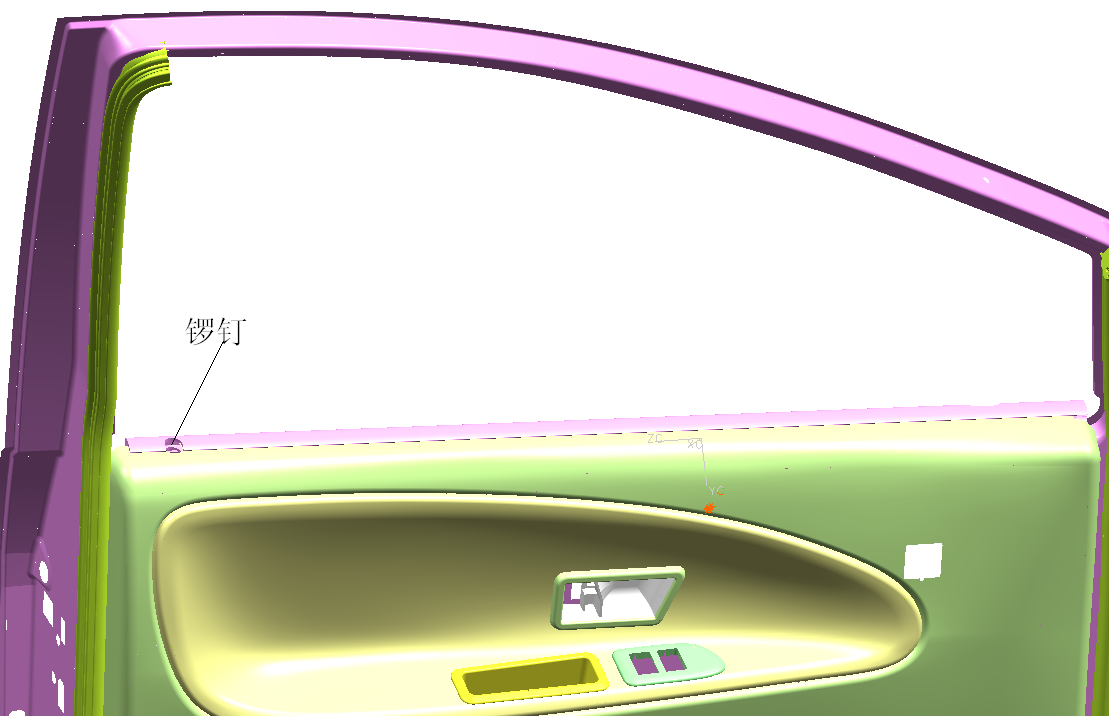
2.1.1.4 事例4(锣钉加铆焊)
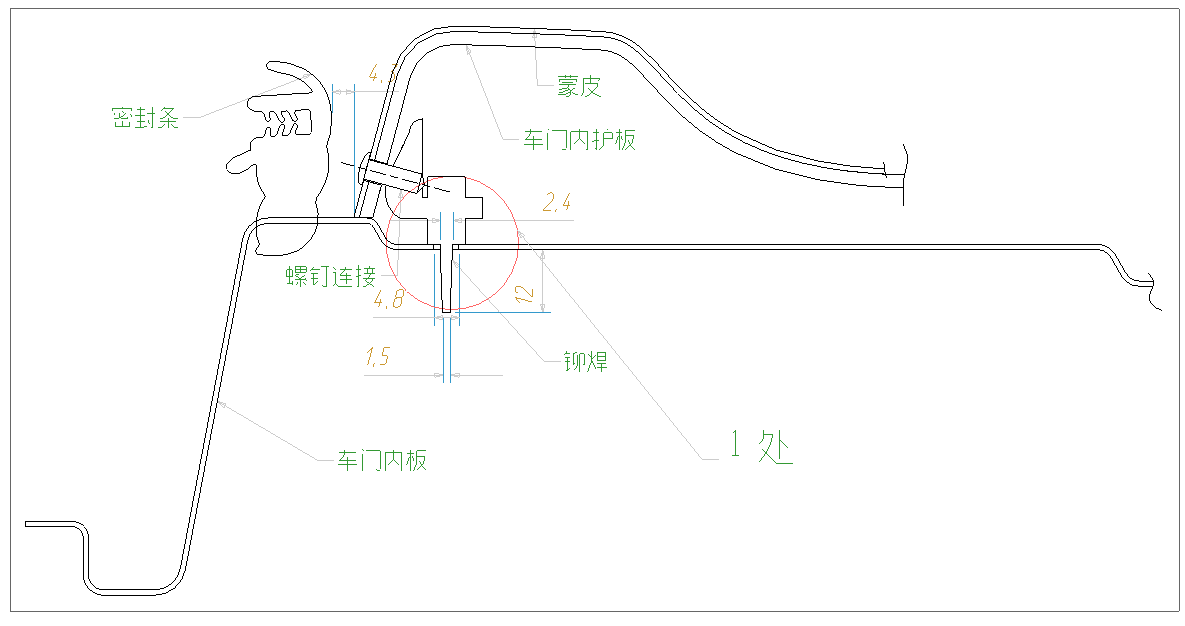
车门内护板底部与车门内板的安装
1处变通: 1. 车门内板焊焊接螺母,在将1处改为螺栓连接
2.1.1.5 其他安装方式
a. 内饰上下边的嵌入式、
b.卡扣固定式和内蒙皮在窗台部的内翻夹紧式等。
2.1.2 车门内饰附件的装配
车门附件与车门内护板的安装方式一般有以下几种
a. 简单经济型:主要有粘合、高频熔焊、打钉、铆接、螺纹联接等。
b. 普通型:主要有粘合、热压复合、真空复合和塑料焊接工艺,如:高频熔焊、摩擦焊等,以及一些特殊场合下使用的借助于机械辅助夹固零件的机械式装配。
c. 中高档型:主要有粘合和塑料焊接工艺(如:超声波焊接、热柱焊接等)等工艺。
2.1.2.1 音响面板与车门内护板
2.1.2.1.1 事例1(咬接)
尖角部分一定要导圆角,越大越好(大小=1.2*厚度左右)
参见§5.1 咬接
2.1.2.1.2 事例2(螺钉连接)
参见§5.2 螺纹连接 和 §4.6 塑料制品螺纹设计要点
2.1.2.1.3其他安装方式
a . 与车门内护板一体设计
b. 粘接
c. 焊接
d. 咬接
2.1.2.2 地图袋与车门内护板
2.1.2.2.1 事例1(融焊)
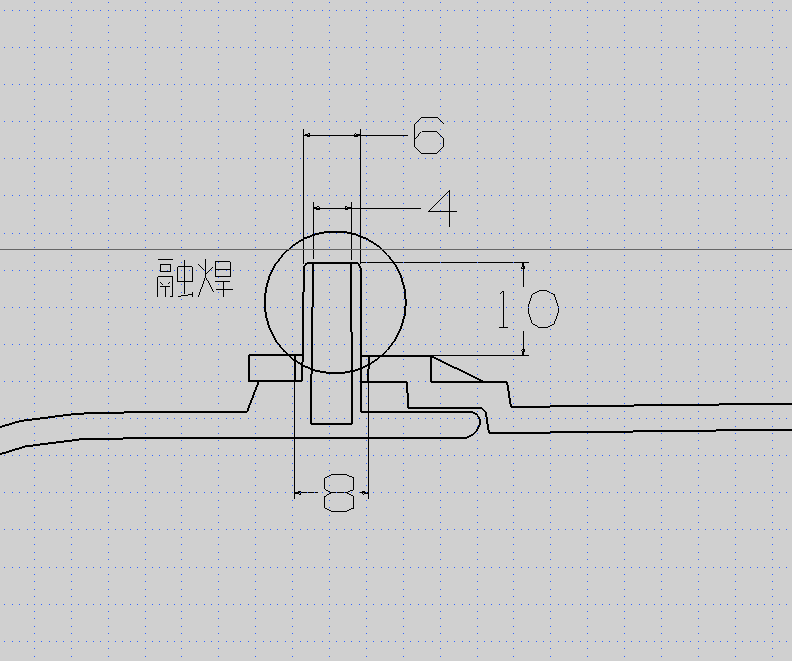
见 5.3.5焊接规范
2.1.2.2.2其他安装方式
粘接 咬接 螺钉连接
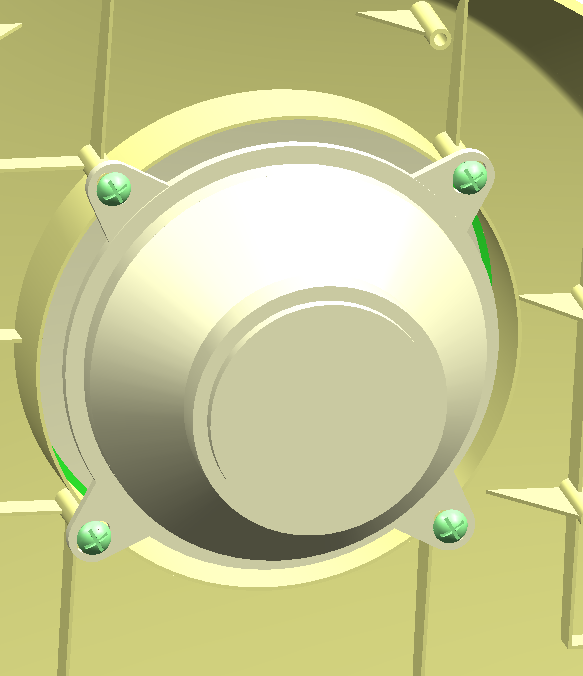
2.1.2.3 电器盒与车门内护板
2.1.2.3.1 可选择的安装方式
粘接 螺钉连接 焊接 咬接 卡接(卡钩卡槽)
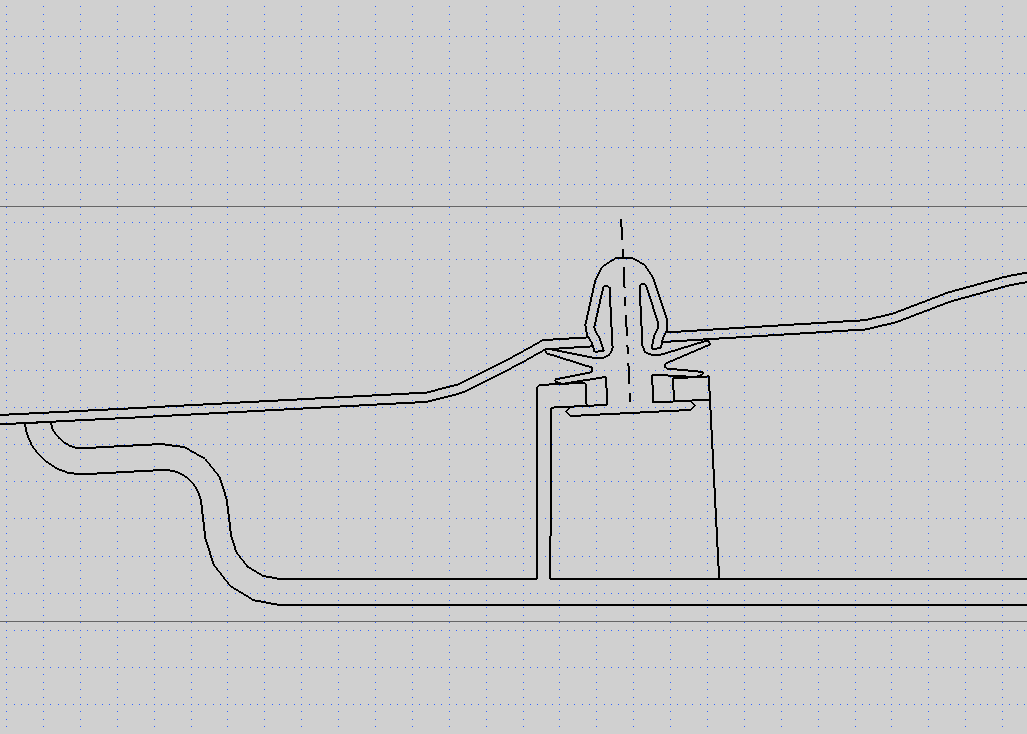
2.1.2.3.2 它例(卡钩卡槽)
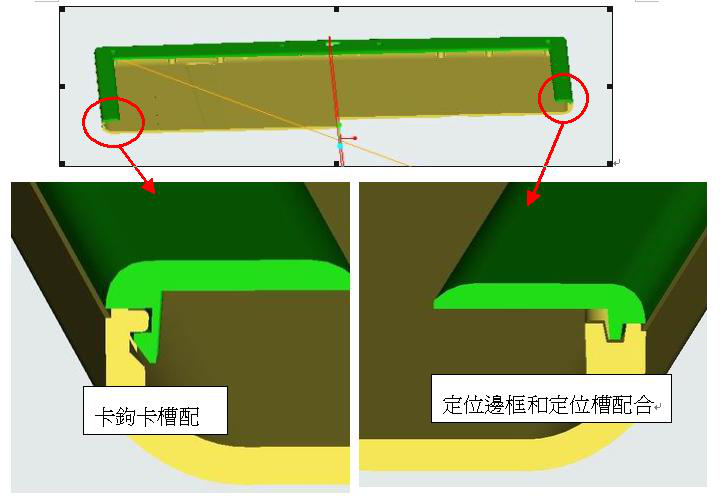
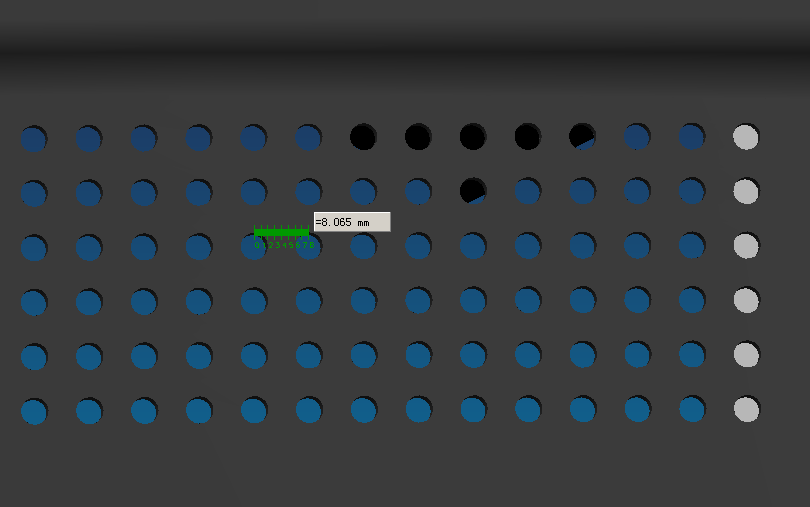
一般来说设计的间隙和断差都是0,见标准装配图. tu4
从图中可以看出要保证卡钩和卡槽能装配上,尺寸A必须大于等于尺寸B.设计时若设计成A=B, 考虑到尺寸公差的上下偏差均匀分配,当A取下偏差,B取上偏差时,卡钩卡槽也会干涉导致无法卡上. 因此卡槽的槽高须大于卡钩的钩高.即卡钩卡槽必须间隙装配.
卡钩卡槽必须间隙装配,设计间隙还会是0吗?答案肯定不是.实际中LCD Cover和LCD Housing之间有Panel支撑,支撑力会使卡钩和卡槽紧紧地卡在一起,尺寸C在实际装配中会是0,间隙会完全分配在LCD Cover和LCD Housing的配合面形成外观间隙,因此尺寸C也不能设计过大.根据以往的经验,C取0.1mm是较理想的值.
C取0.1mm,设计美工纹0.5mm,塑料成形0.1mm的成形公差(卡钩部位的尺寸在0~6mm范围内,精度M1的工差范围是+/_0.05mm)。
外观间隙G=0.1+0.5+0.1~0.1=0.7mm
Spec定为Gap<=0.8mm 所以,设计满足Spec(不含美工纹Spec是0.3mm).
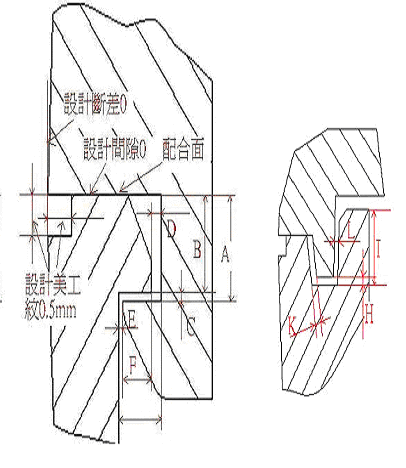
机构上设计定位槽和定位边框能很好的解决LCD Cover和LCD Housing之间的断差.
其主要配合面K面是一个窄长的沿LCD Housing一周的环面.而配合面L是小面积配合(见第二张照片上的定位槽).
同理为保证装配和方便拆卸 , K和L都应该为间隙设计.间隙设计太大会引起外观断差,间隙设计太小LCD Cover难以拆卸.建议K和L设计取值均取0.1mm.
这样外观面可能出现的断差:
Step=K或L+成形公差
当Cover定位边框成形尺寸偏下限 0.05mm,Housing定位槽右边的柱宽也偏下限 0.05
Step(max)=0.1+0.05+0.05=0.2mm<Spec=0.3mm
能保证断差符合要求.
2.2 结构分析
2.2.1脱模
车门内护板的设计中特别应该注意脱模方向和角度的选择
脱模方向:应终合考虑成本和安装方便性的需要
脱模角度的选择:保证工艺性要求和强度的条件下尽量选择大一点的脱模角度,尤其要注意小的突出部分,格子,加强筋,凸台,注塑孔等结构的脱模
2.2.1.1 事例1
所提供数据,地图袋两角有脱模问题(图中红色区域),一个脱不出,一个不够。(脱模方向沿Y向,由于上皮纹,建议脱模角度大于5° )(属于突出部分问题)
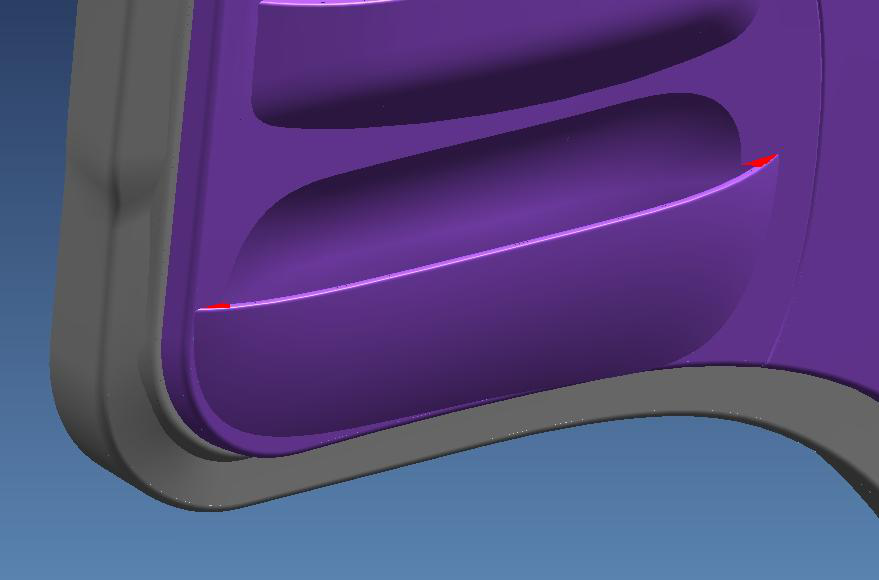
图1-6
2.2.1.2 事例2
格子没有脱模角度,建议为5度 图1-7(见4.1.2 格子板形)
2.2.2 加强筋,凸台,圆角
车门门内护板很大,一般都应布置加强筋来加强其结构,减少它的变形和增加他的强度以增强他的保护功能
门护板有很多安装都要用到凸台,凸台的设计也很重要
布置原则和注意事项(祥见§4.3 加强筋,凸台,圆角)
1. 安装凸台尤其是攻螺纹的凸台都要布加强筋,一般采用十字形或三边形(120度为佳) 少量采两边形
2. 局部需要很高强度的地方,按强度弱的地方布置
3. 要有脱模角
4. 加强筋应倒圆角
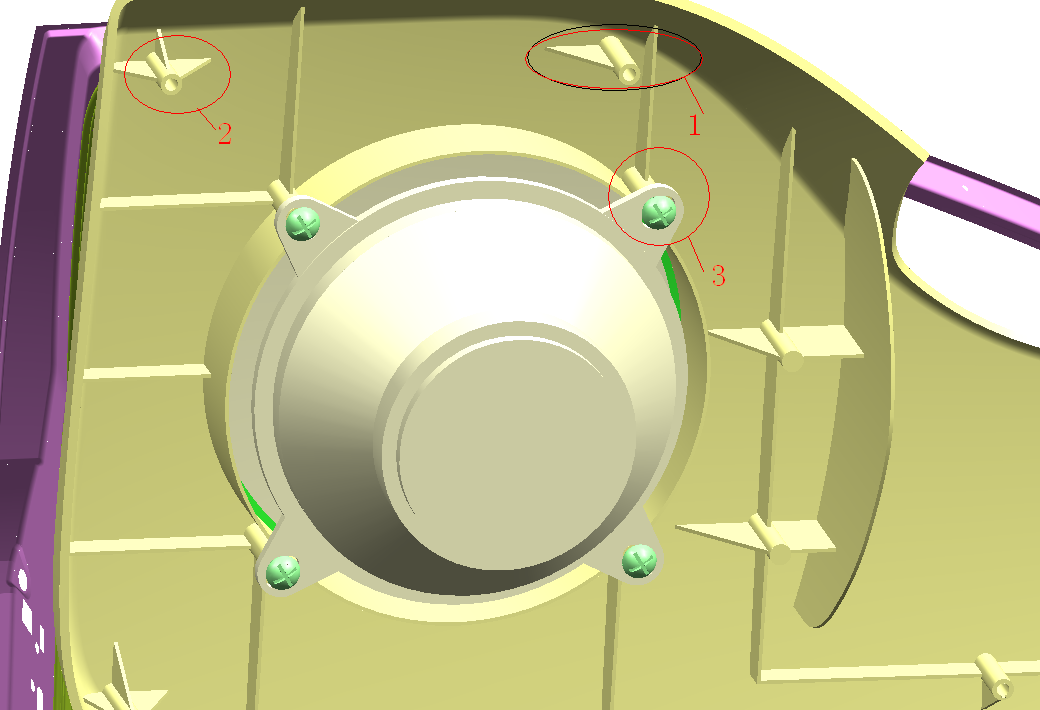
事例分析
1处
问题: 1. 只有一边有加强筋,其强度不对称很容易出现问题
2. 凸台离边太近注塑料的流动
解决:
做两条筋,一条将其周边连接起来
2处
可以将每条筋的角度设为120度或是做成十字筋,这样能更好平衡强度
3处
问题: 模具处形成尖角,不易加工
解决: 将尖角倒圆,或是移远一点
加强筋都应倒圆角,推荐为 件厚度/8——件厚度/4
2.2.3 定位,安装面
1. 一般装配都应该有定位基准,否则会影响精度
2. 安装面应尽量设计成平面
事例分析
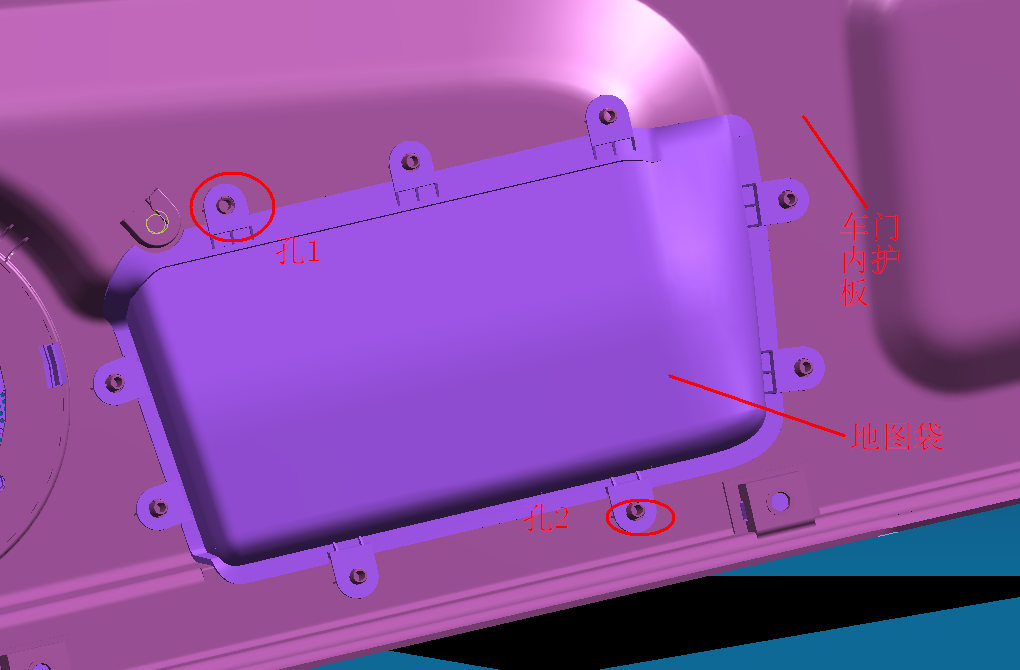
地图板和车门内护板采用铆焊,但他们缺少定位基准
建议:将地图袋上的孔1的直径取和凸柱一样大(留收缩而引起的装配误差间隙)
将另一个孔的直径也取和凸柱一样大,但将其开为水平方向的腰孔
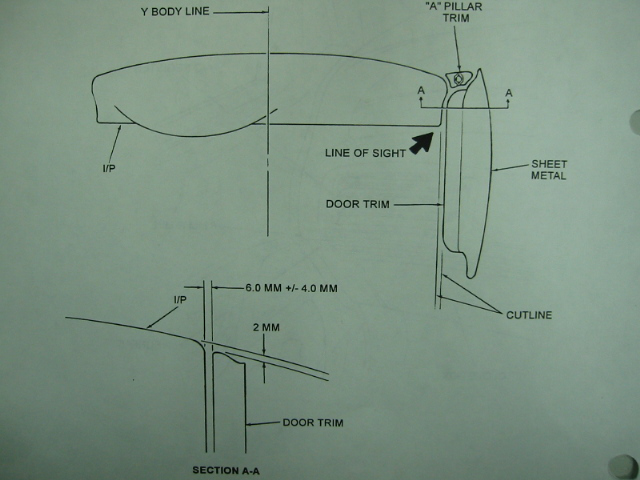
2.3与周围件的间隙和面差
门 板 设 计 应 比 仪 表 板 表 面 低2mm,车门内护板和仪 表 板之 间 的 间 隙 为6mm+/-4mm.
三.制造工艺
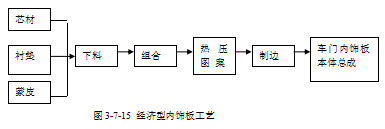
①简单经济型:
这类车门内饰板的加工工艺最为简单,其典型工艺流程如图3-7-15。
![]()
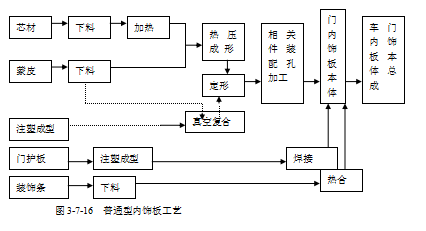
②普通型:
这类门内饰板的加工工艺比较复杂,其典型工艺流程如图3-7-16。
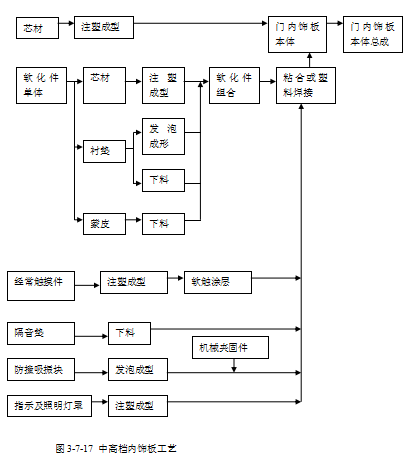
③中高档型:
这类门内饰板的工艺最为复杂,其典型工艺流程如图3-7-17。
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














