启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2021-08-08119816作者:启飞汽车设计
车身钣金设计的工艺知识分享
1、考虑冲压工艺的结构基础
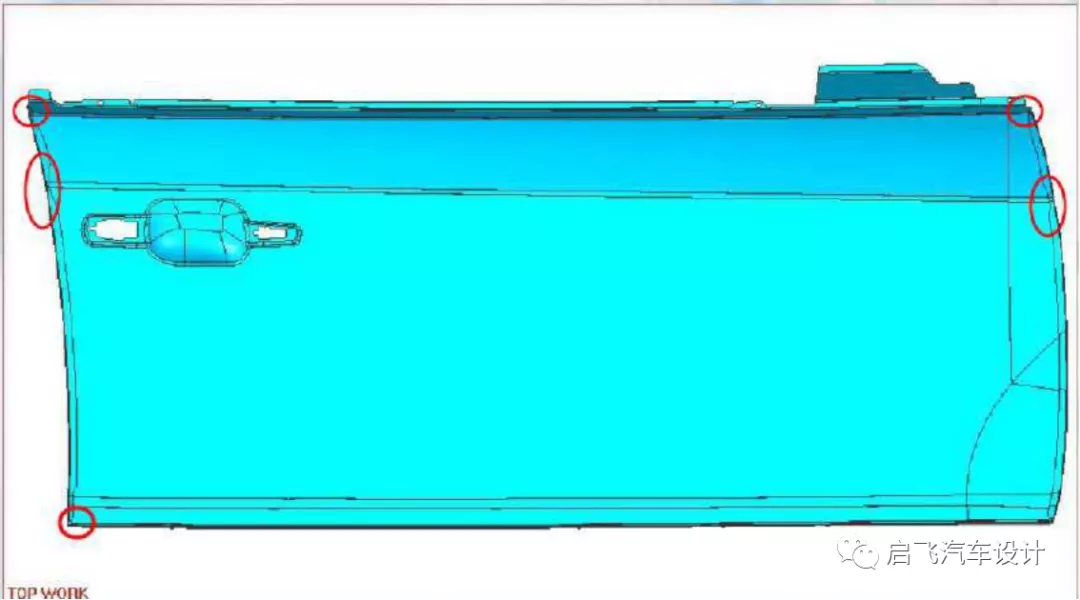
(1)、冲压方向及脱模角
结构设计一开始就要定义冲压出模方向,尤其是拉延的出模方 向,不应有负角(必需的整形工序能实现的负角除外),每一边脱 模角度至少应大于2°(两侧至少应大于4°),一般应该大于5°。
(即两侧大于10°),拉延深度越深,拔模角度应适当加大,拉 延进料的角度在允许的情况下越大越利于成型,但角度越大,回弹 越严重。翻边的角度可以是90 ° (即0°脱模角)。

(2)、圆角
a、最小圆角应该R>1.5t (t为料厚),拉延内圆角尽可能的大 于R5,在结构可行的前提下越大越好,折边圆角可为R3,大件切忌 轮廓分明。
b、多面汇交的尖角处或拉延深度比较深的尖角处的圆角需要特别处理,增大圆角半径,变浅拉延深度。
(3)、加强筋
a、适当的位置要布置加强筋或三角筋防止冲压回弹;
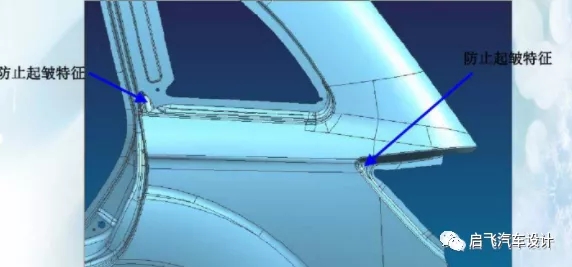
b、适当位置要设计特征防止材料堆积起皱;
c、在超过50mmx50mm的单一特征区域布置加强筋增强力学性能;
(4)、裁边及冲孔
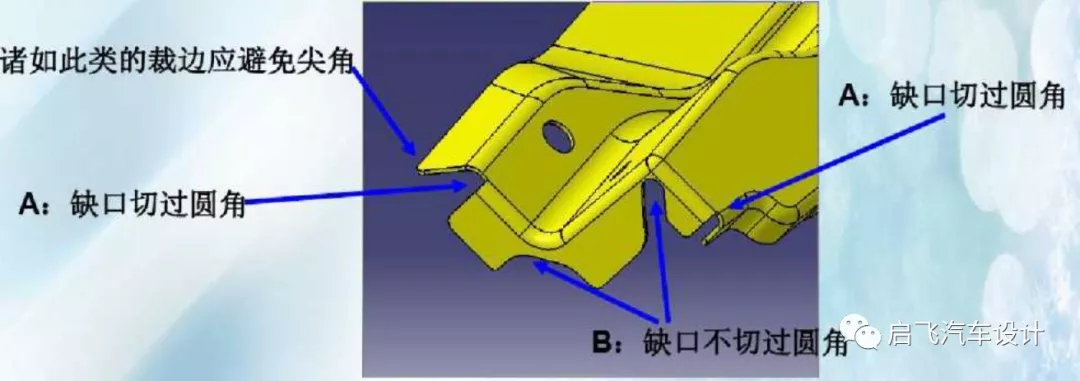
a、工艺缺口不可遗漏,以避免拉裂或起皱,工艺缺口有如下 A、B两种形式,根据不同结构的需要选用。
b、裁边最好避免尖角出现。
c、孔径、有相互关系的孔距需要圆整,一般圆整到小数点后一 位,最好是靠0或靠5,最后总拼焊接的一些主要定位孔和重要型 面也最好将坐标值圆整。
d、孔边距、孔边与圆角边界距离、孔边与切边距离尽可能的大,至少2倍于料厚,最好不要小于3mm,以保证模具刃口强度。如果功能需要孔边距或孔边与切边距离很近,可以考虑让模具多序完成 冲裁,或者设计成豁口。
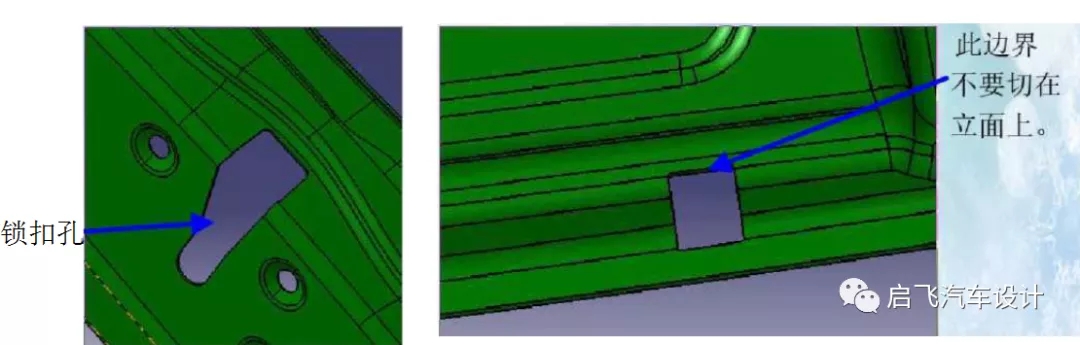
e、除了门内板上的锁扣孔外,应尽可能避免同一个孔在两个方向上 冲出,当然了,先冲孔、再成形的工艺孔除外。
(5)、包边工艺性合理。
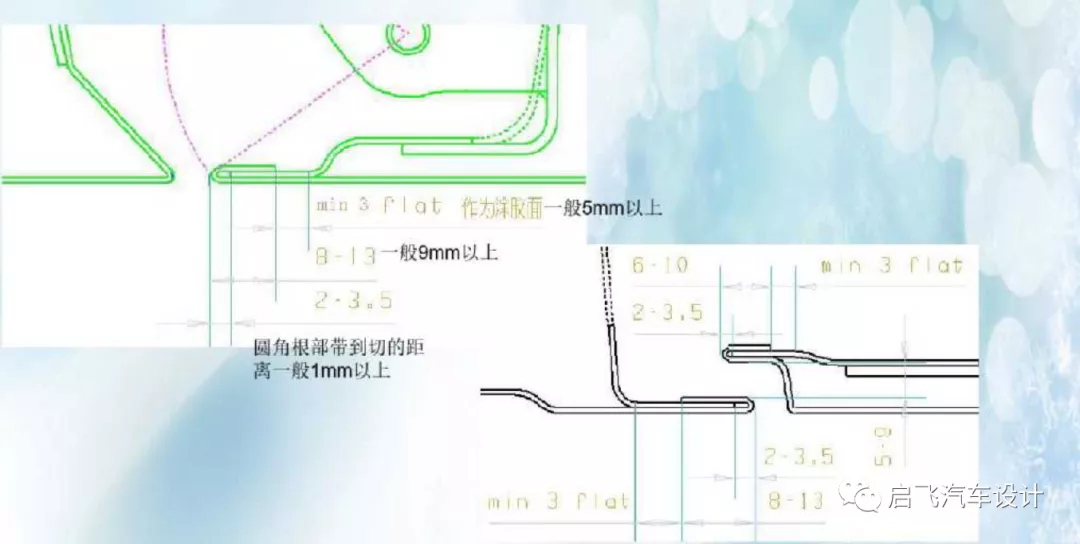
a、平直段直接包边,如下图要求:
b、球头包边:
在前舱盖靠前挡风玻璃处的包边,根据ECE NO. 26号法规,若 用直径§ 100mm的球在前舱盖和通风盖板之间能够接触相切,而 且两切点之间的距离大于40mm,则应该釆用半径NR2. 5的球头包 边,该要求同样适用与后行李箱盖靠后风窗玻璃处的包边。特别 注意的是GB 11566-2009《乘用车外部凸出物》规定这种情况不 用球头包边形式。
c、包边工艺缺口
i、外表面曲率变化较大的地方,为了防止材料堆积起褶皱, 需要减少包边量,但最小要有2mm的有效包边长度,如下图所示。
ii、在包边的拐角处,为防止包边后材料堆积,需要做特殊的处理才能保证包边质量,一般是在此处开一个缺口或作一个特殊形 状,如下图所示。
2、考虑焊接工艺的结构基础
a、焊接边的周边结构需要保证焊枪能够伸入焊接;
b、尽量采用两层焊,少用三层焊,尽可能避免四层焊,总板厚3顾 以下最好(一般要求不超过5mm),两层焊板厚比W2.5:l,三层 焊板厚比W2:l ;
c、焊接边贴合宽度尽可能的大于12mm,焊点离边界的距离适当,尽量把焊点布置在中间;
d、焊点之间的距离保持在40mm左右,重要受力部位可以要求焊点之间的距离控制在二十多毫米,非重要部位可以要求焊点之间的 距离控制在六十多毫米。
e、有安装要求的焊接止口边,如安装门洞密封条的止口边,要求外 板比内板长1.0mm。
加启飞汽车设计微信qifei1799,可以解决汽车行业一切困惑!获得关于:车身、内外饰、底盘、总布置、整车CAE、catia参数化、catia、产品设计(家电、医疗器械、通信设备)、四大工艺、整车逆向开发、造型、模具设计、新能源三电 等相关领域等核心资料。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














