启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2017-05-09209作者:启飞汽车设计

第一章 冲压工艺
冲压是轿车生产的龙头工艺。冲压车间承担原材料卷料、板
料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小
型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模
具的日常维修和保养等任务。
1.1.1 冷冲压定义
冷冲压是指在常温下,利用安装在压力机上的冲模
对材料施加压力,使其产生分离或塑性变形,从而
获得所需要零件的一种压力加工方法。
1.1.2 冷冲压特点
产品尺寸稳定,精度高,重量轻,刚度好,互换性
好,高效低耗, 操作简单,易于实现自动化。
1.2 冷冲压基本工序的分类
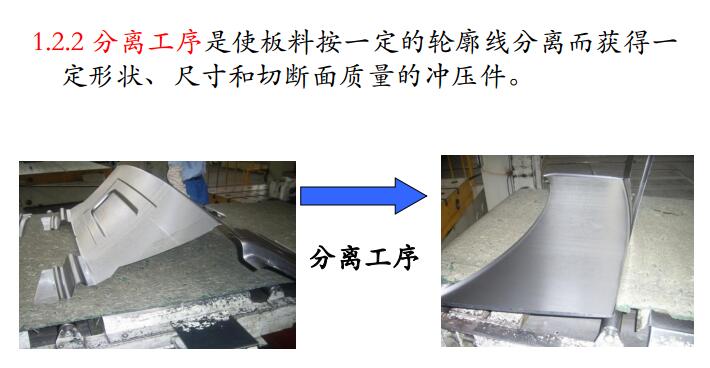
冷冲压概括起来分两大类: 成形工序和分离工序。
1.2.1 成形工序是坯料在不破裂的条件下产生塑性变
形而获得一定形状和尺寸的冲压件。
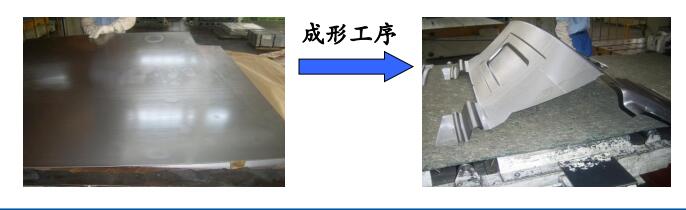
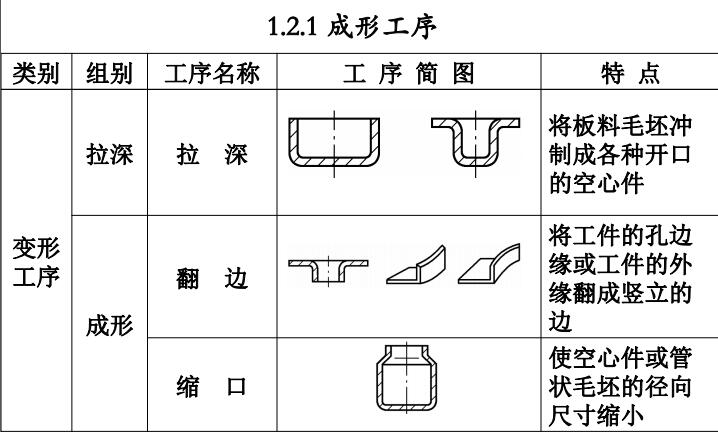
拉延
拉延是利用专门的模具将冲
裁或剪裁后的平板坯料制成
开口的空心件的一种冲压工
艺方法,用拉延工序,可以
制成筒形、阶梯形、锥形、
球形、方盒形和其他不规则
形状的薄板工具,拉延所用
的模具一般是由凸模、凹模
和压边圈三部分组成。
拉延变形的特点
• ( 1)其凸模、凹模工作部分没有锋利的刃口,而是
做成一定的圆角半径,并且其间隙也稍大于板料的厚
度。在凸模的作用下,毛坯在凹模两端面和压边圈之
间的缝隙中变形,并被拉入凸凹模之间的间隙里形成
空心零件的壁,所以拉伸时毛坯的外部环形部分是变
形区,而底部通常是不参加变形的不变形区。
• ( 2) 毛坯变形区在切向压应力和径向拉应力的作用
下,产生切向压缩与径向伸长的变形。
• ( 3)变形程度主要受毛坯传力区的承载能力的限制。
• 厚度的变化, 侧壁变厚,底部变薄。
翻边
翻边是将坯料上的孔或曲线外缘翻出凸缘的成形方
法,可以分为翻孔和外缘翻边两种形式,这两种形
式在变形性质,应力状态及生产上的应用都有所不
同
• 孔的翻边是在预先冲好孔的基础上,依靠材料的拉
伸沿一定的曲线翻成竖立凸缘的冲压方法。
• 外缘翻边是沿毛坯曲边,借材料的拉伸或压缩,形
成高度不一的竖边。
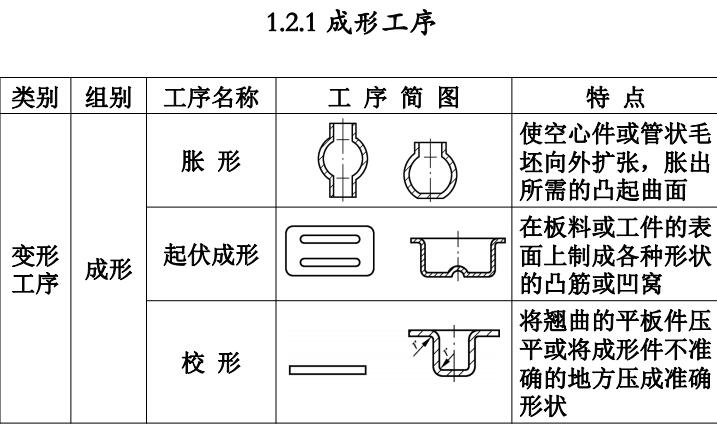
整形
整形是将以成形的工件校成准确的形状和尺寸的方法
• 拉深件的整形
• 带凸缘拉深件常因凸缘圆角半径(即凹模圆角半径)
过小,拉伸时材料流动受阻而破裂,因此,拉深模需
要加大凹模圆角半径,再通过整形减小圆角半径
• 弯曲件的整形
• 由于材料弯曲后产生回弹,影响了工件的形状和尺寸,
对于精度要求很高的弯曲件,通过弯曲后再进行整形。
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














