启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2018-10-2465作者:启飞汽车设计
摘要
本文通过对汽车内部内燃机中的活塞群部零件进行技术研究, 进而研究出了一种全新的适合汽车内燃机活塞群部截面车削加工的有效方法, 该方法是通用服务系统中的增高频率晃动系统组成的混合加工系统, 把加工质量和加工速度进行了有效提升。基于当前计算插值算法的基本概念, 本研究设计了一种使用xy极坐标的方法, 找到一种最适合汽车内燃机车削加工系统进行使用的新型活塞群部数据控制截面车削加工的程序算法。本文在这种算法的基础上对于活塞椭圆截面加工的思想以及截面插补算法进行了简要探讨。
非圆形横截面的典型部件是椭圆形活塞, 并且当前大多数的椭圆形活塞横截面用于汽车内燃机的活塞裙部分中:在轴部中存在凸出的形状, 椭圆形状是横截面部件, 横截面椭圆形变化角度沿横轴改变。这种椭圆活塞的形状能够减少零件之间的冲击力、发动机运行时的噪音也能够得到有效降低、同时能够增加零件之间的契合程度等等优点。但是如何有效提升这种椭圆活塞的工作效率以及加工准确度是急需解决的问题。但是因为其横截面呈现的图案不是一个完美的圆形, 所以一般的数字控制系统首先必须模拟加工时的横截面曲线, 然后使用圆弧插补法或线性插补法进行技术处理。为提高加工效率和加工精度, 本文提出了一种新的车削加工方法, 用于椭圆截面的研究和分析, 提高了汽车内燃机活塞加工的质量和效率。
一、椭圆活塞椭圆截面加工的思想
在椭圆模型设计当中来说, 假设其图形的短轴半径为b, 然后长轴半径为a, 使得δ=a-b, 再利用数学中的二次谐波函数以及四次谐波函数来进行模拟分析, 就可以得出以下关系:

在这个公式中, θ属于[0.2], Δe为高次分量, 为修正系数。如果把a取值为51毫米, b取值为50毫米时, 根据得出的公式, 与此同时需要忽略高次分量Δe的数值, 进而使用Matlab的仿真技术就能得到椭圆截面的展开图示, 如图1。
如图2所示椭圆的变化曲线一直是在在数值的固定位置左右移动, 因此根据数值变化可以把数值分为两个部分:一个部分的数据以基准的作用被当为固定数值;另一部分则是在第一部分数值的基准上跟随角度的变化而发生改变以此形成的部分。根据这个分析成果, 就可以得出一种新型的内燃机截面加工技巧:使用截面工具让切板以X轴为方向进行位移, 然后再把两部分进行相加。
根据图2示例可以得知, 截面的两层结构是以内燃机椭圆活塞车削为基础然后进行直向推进最终形成的固定系统模型。下图表明, 在椭圆活塞中进行数据控制车削重要方式是需要使用的工具直接在截面上进行高频率快速的切割运动近进而让截面的精准加工得以实现。在椭圆横截面在进行车削切割的施工过程中, X和Z轴依旧是按照原有的程序轨迹来进行内燃机或活塞群部的加工, 这种高频率快速的切割运动是通过在加工模块上进行椭圆截面的插补, 随之就能得到椭圆截面的具体数值, 再通过三角函数的计算后, 就能实现对电机实时有效操控, 随后通过关键轴线的数据编码器对主轴的变换模式进行及时的追踪, 以此达到良好的协调效果。每当关键轴线进行旋转变换, 产生一定角度时, 电机就能够获得一次截面的固定数据然后对其实施关闭环线的控制, 进而加工出汽车实际需要的椭圆型线。
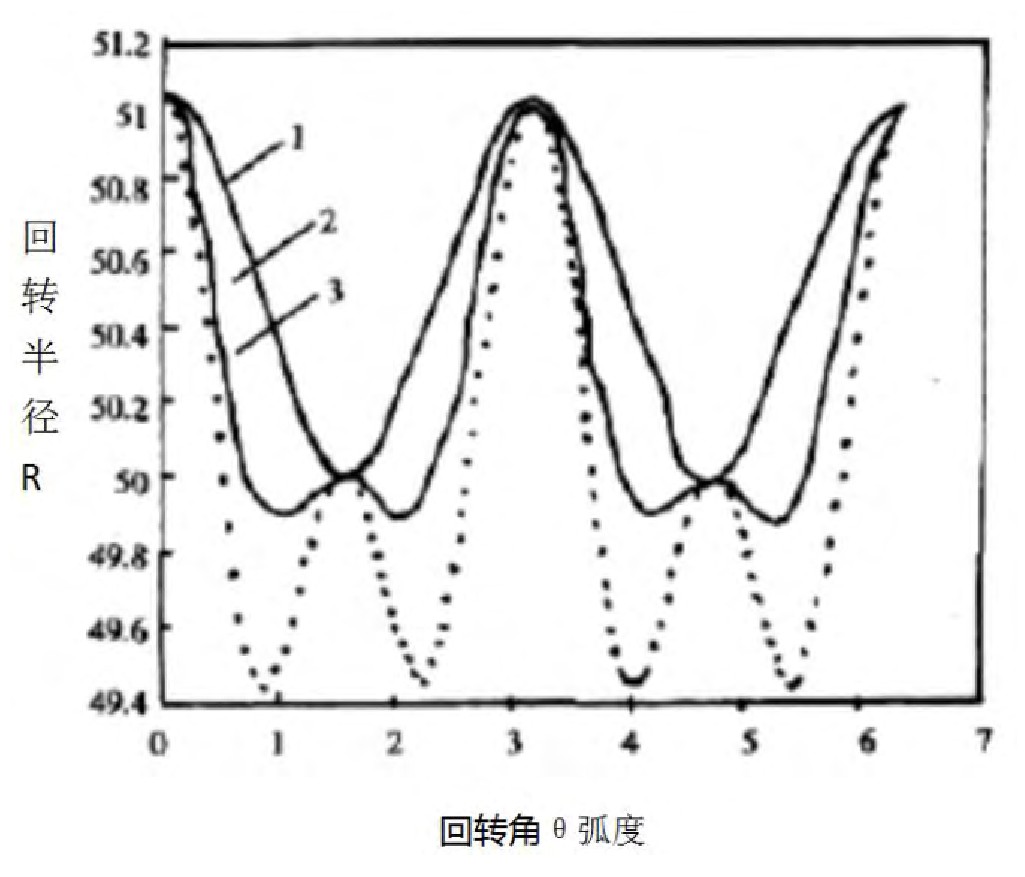
图1 椭圆截面形状展开图
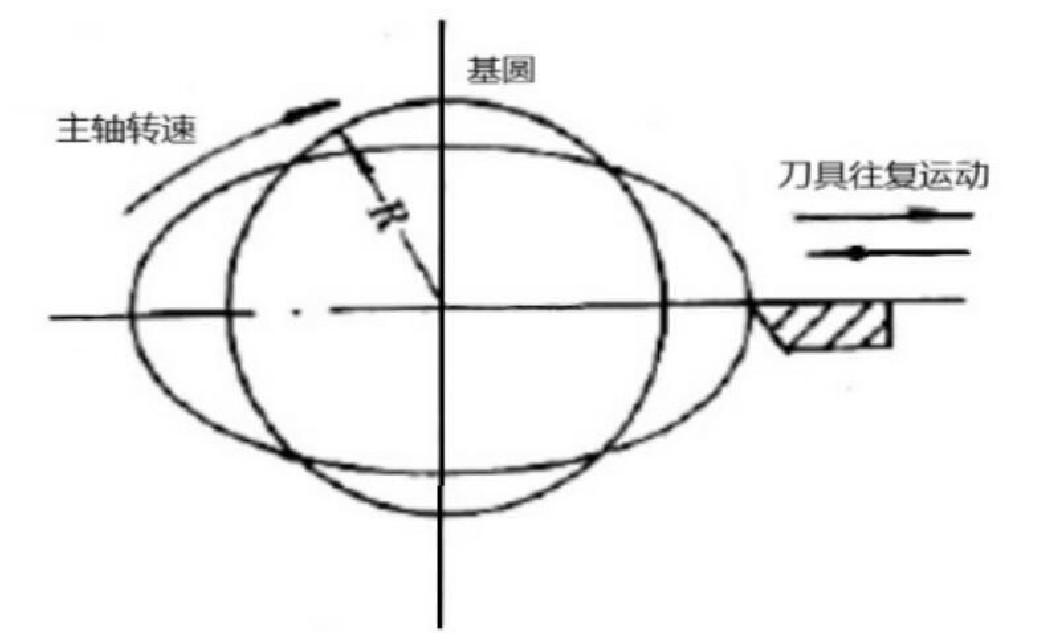
图2 凸变椭圆活塞截面加工示意图
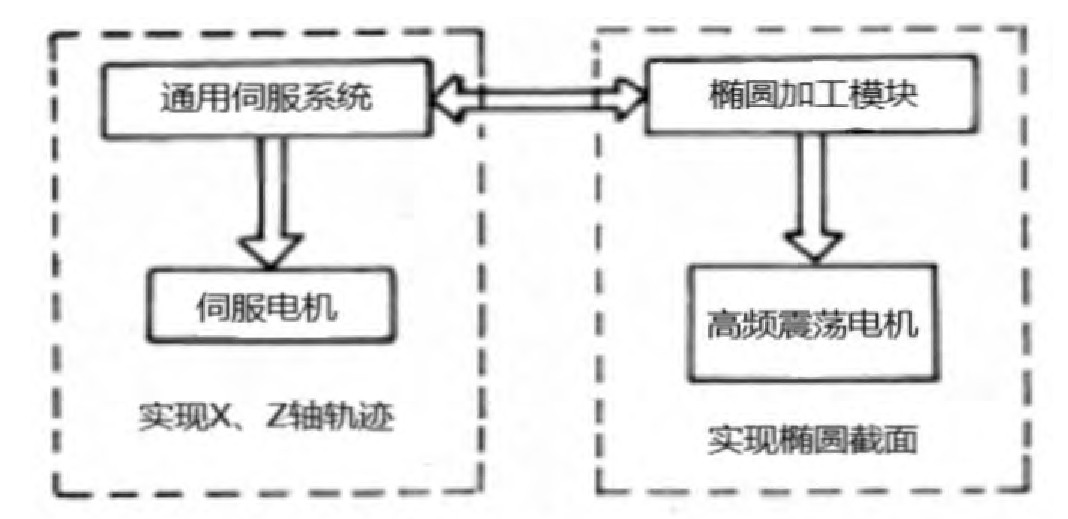
图3 径向进给系统模型
图3的径向进给系统模型使用这种模式具有以下几个优点:
(1)使用在椭圆加工模块上专业的方式方法, 进行在汽车活塞型面加工中存在的难点;
(2)系统的运算效率得到提高;
(3)模块化设计思想得到有效体现;
(4)模块间的耦合度得到降低;
(5)椭圆截面加工模块与普通数控模块的协调控制问题可以得到解决, 这些优点可以让汽车内燃机的活塞部分的效率和质量得到了提高。半径和角度 (X轴方向) 两个坐标是椭圆活塞中在截面曲线上面的表达, 但是并不能认为角度和半径是两坐标插补的传统模式。这是因为我们不能对X向和关键轴线的变化角度补给进行联动控制, 然后期望能合成一种模式来产生非圆形曲线。使主轴保持恒速是一个有效的解决办法, 通过在X轴方向单坐标的插补, 所以使用极坐标的插补算法是最合适的选择。现在许多专家都说的椭圆插补算法是在XY坐标系的基础下使用的XY轴连接云顶的方式以此实现椭圆型线, 但这种做法并不适合于汽车内燃机的截面成型。
二、椭圆截面插补算法
将没有进行加工的椭圆活塞截面曲线可以直接用以下参数方程表示:
其中, θ属于0到2的区间, a, b则是假设为椭圆长半轴、短半轴的标志。设坐标 (x1, y1) 是某一时刻加工点θ的位置, 这个坐标点的圆心角则是θ, 因此Δθ就是每次进行插补中圆心角的角度。随后可以算出新的插补点的坐标为:

由上图得出新插补点的直径为:‘θ+1=xθ2+1+yθ2+1’, 直径等于a加2b为刀架的轨迹, ΔRθ为刀具在加工点θ的移动幅度的数值, 便为所求的插补递推公式, 主轴编码器和插补次数每转的脉冲数值相同。可在插补前根据主轴编码器求得, 而A、B两个数值均在插补前提前算出。本插补算法的误差主要来自:接近误差、公式计算接近值、舍入误差等方式。可以证明, 当使用双精度浮点方法进行运算时, 舍入误差和其传递造成的误差远远小于1μm, 完全可以忽略。插补过程中也是使用渐开线的方式来接近已知椭圆曲线, 因此这种误差也可以不计算到其中。
三、结束语
对于当前汽车内燃机群部数控的变化, 其中椭圆活塞需要具备加工精度高以及速度快等优势, 随之对于椭圆活塞车削加工提出了一种可以实际操作的方式, 进而针对于极坐标的新型椭圆设计出新型的插补算法, 更好地靠近真实的加工曲线, 加工误差的要求也可以得到满足, 其中计算简便的优点也能在计算机上实现。通过对内燃机中凸变椭圆活塞零件的分析, 提出了一种新型的适合于中凸变椭圆活塞截面车削加工的方法———采用通用伺服系统加高频震荡系统构成的混合系统, 有效地提高了加工速度和加工质量。
作者:时敬龙 来源:内燃机与配件
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加qq:1011852705,微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














