启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2018-07-2287作者:启飞汽车设计
摘要
根据多连杆压力机的行程曲线特点, 提出了以80%公称力作为公称力控制线, 并据此绘制压力机载荷许用区间图, 即将力-行程曲线划分为安全区、临界区和危险区。当成形力处于公称力控制线下方, 则设备载荷能够满足成形要求;当成形力处于公称力控制线和公称力曲线之间的临界区, 需要进一步对变形功进行校核。另一方面, 采用数值积分的方法对成形力和作用距离进行积分, 得到变形功, 与压力机许用变形功进行比较, 提出能量校核的前提和校核方法。最后提出了成形力和变形功校核流程图, 并用于前门内板等零件的分析。结果表明, 采用22500 k N压力机满足前门内板一模双件载荷要求。
一、冲压生产线
冲压自动生产线一般由线头的拆垛台和对中台、多台压力机、搬运机器人 (机械手) 、废料滑槽、线尾的板料输送带等组成。图1所示为典型的冲压自动线布局。由于是联线生产, 任何一个单元或单机出现故障, 都将导致整个生产线停线。
冲压线首台压力机一般为整线最大吨位压力机, 配备气垫或者液压垫, 专门用于拉延工序生产。钣金零件的大部分尺寸和特征、关键外观面和匹配面往往是在拉延工序完成, 因此, 拉延工序所需成形力和变形功最大, 也是对于零件冲压所需载荷分析校核的重点。
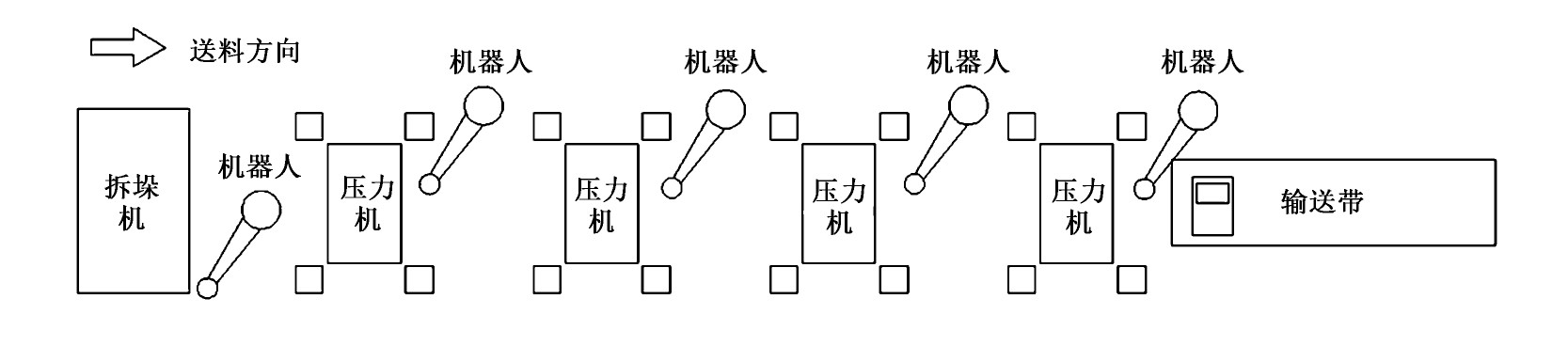
图1 冲压自动生产线
二、设备许用载荷
汽车覆盖件冲压一般所用设备为闭式四点单动机械式压力机, 不采用开式压力机, 也不采用没有固定下死点的摩擦压力机、螺旋压力机、液压机等其他锻压机械, 且大多数主机厂用于拉延的设备一般为20000~25000 k N的闭式四点单动机械压力机。因此, 以下分析基于国内应用广泛的济南二机床有限公司生产的LS4-2250型多连杆压力机。
1.设备载荷曲线
图2所示为该种型号压力机的力-行程曲线。由图2可知, 该压力机最大公称力为22500 k N, 公称力行程为下死点前13 mm。
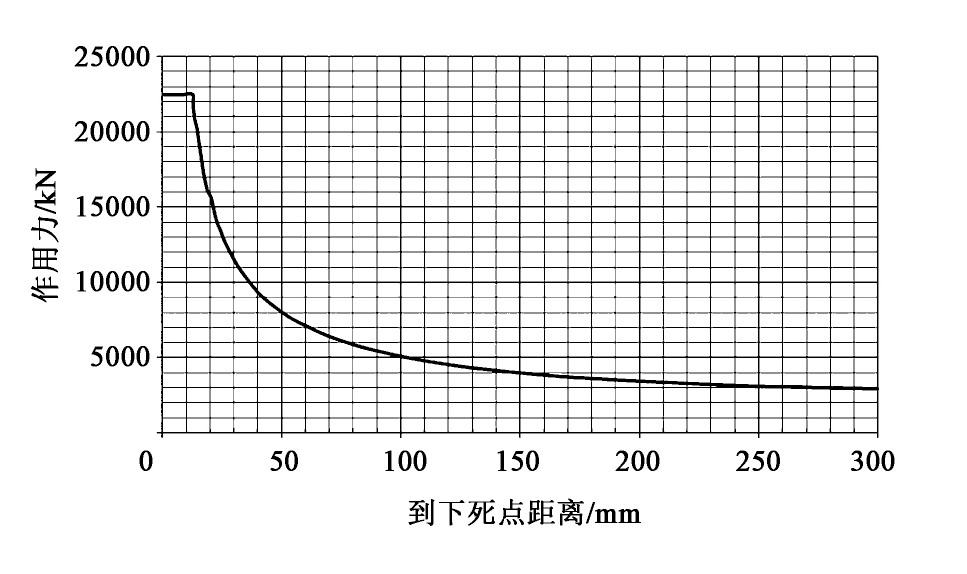
图2 LS4-2250压力机力-行程曲线
2.设备载荷许用区间
根据多连杆压力机的传动特点, 考虑设备的使用寿命和维护成本, 提出设备载荷许用区间的概念, 并绘制载荷许用区间图, 如图3所示。在公称力-行程曲线下方绘制80%公称力控制线, 即在设备许用压力80%负荷下的压力曲线。考虑到设备维护周期和工作节拍, 结合实际生产经验并保障设备寿命, 将压力机力-行程曲线划分为3个区间, 即安全区、临界区和危险区。
(1)安全区。80%公称力控制线下方为成形力安全区。冲压件成形力均处于该区域内时, 设备载荷裕度完全可以满足要求。冲压工艺设计时应当尽量将成形力控制在该区域。
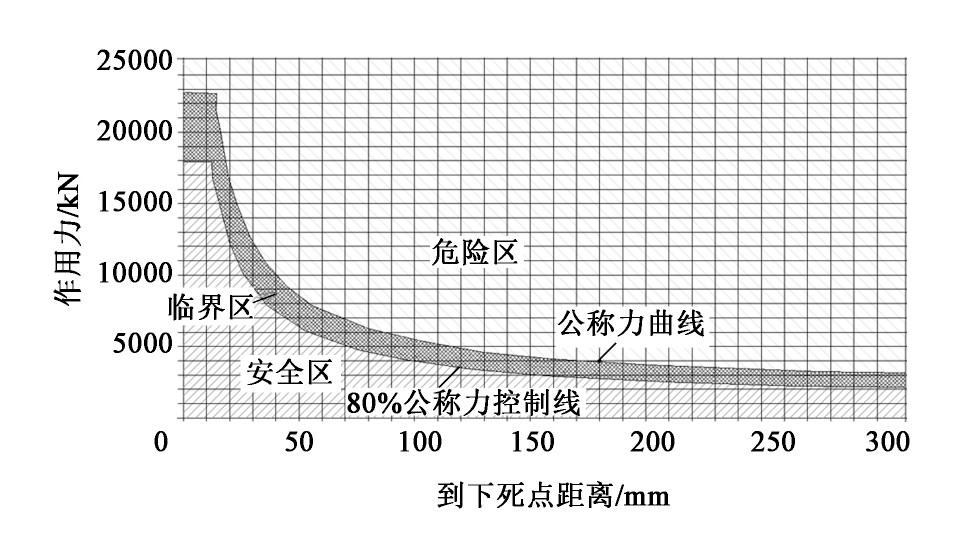
图3 LS4-2250压力机载荷许用区间
(2)临界区。公称力曲线与80%公称力控制线之间的区域。冲压件成形力进入该区域时, 对设备载荷裕度有影响。为了保证设备运行安全可靠, 延长使用寿命, 进入该区域的时段不得超过滑块行程的5%, 对于LS4-2250压力机, 滑块行程为1000 mm, 因此, 进入临界区的距离不得超过50 mm。
(3)危险区。公称力曲线上方区域。为了避免损害, 任何时候都不允许成形力越过公称力曲线进入危险区。
3.设备行程功
图4所示为压力机行程次数-行程功曲线。由图4可知, 压力机允许变形功最大行程次数为13次左右, 低于该节拍, 滑块速度低, 动能小, 行程功也小, 而高于该节拍, 滑块做功损失的能量来不及补充, 并且对机身结构冲击大, 行程功也小。因此, 当用于拉延深度较深的零件时, 由于所需行程功大, 应当尽量将设备节拍调整到10~13 SPM (Stroke Per Minute, 每分钟行程次数) 之间进行生产。
三、设备许用载荷校核
图5所示为前门内板零件。由图5可知, 其外轮廓较大, 长度和宽度都大于1000 mm, 深度也将近200 mm, 采用一模两件生产可能有设备载荷不足的风险, 因此需要进行校核。
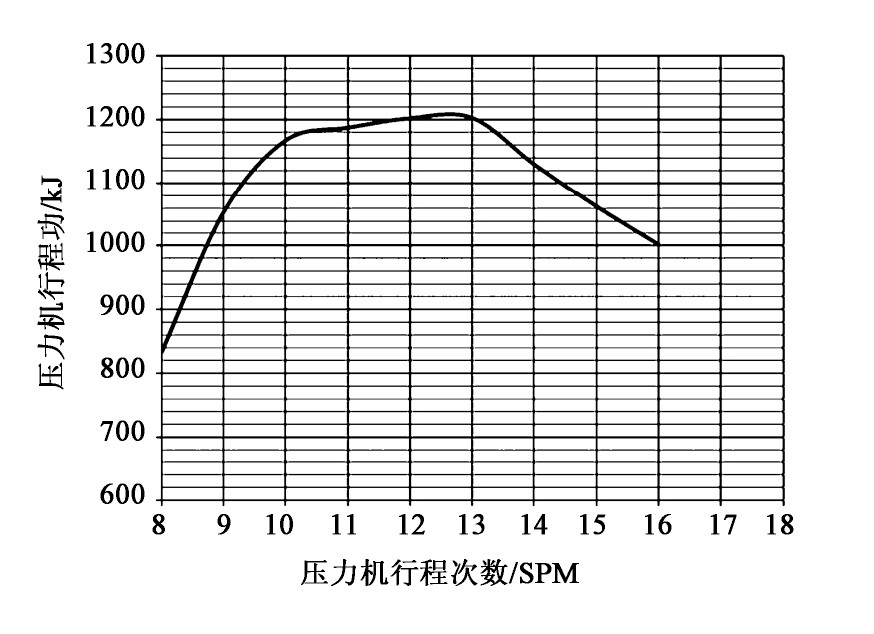
图4 LS4-2250压力机行程次数-行程功曲线
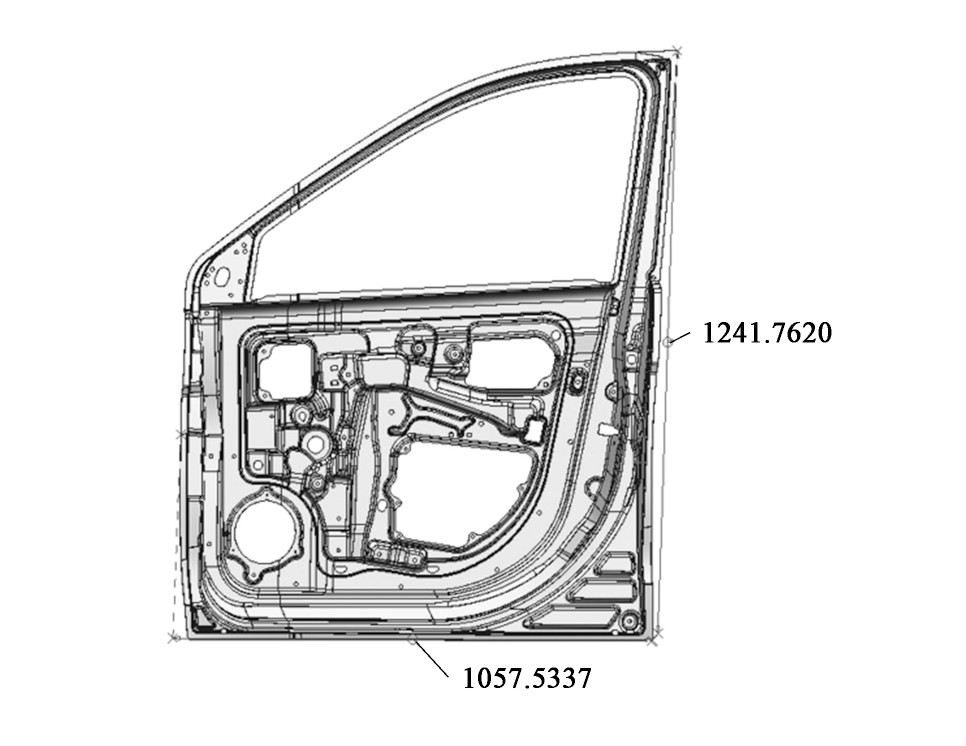
图5 前门内板零件
1.成形力校核
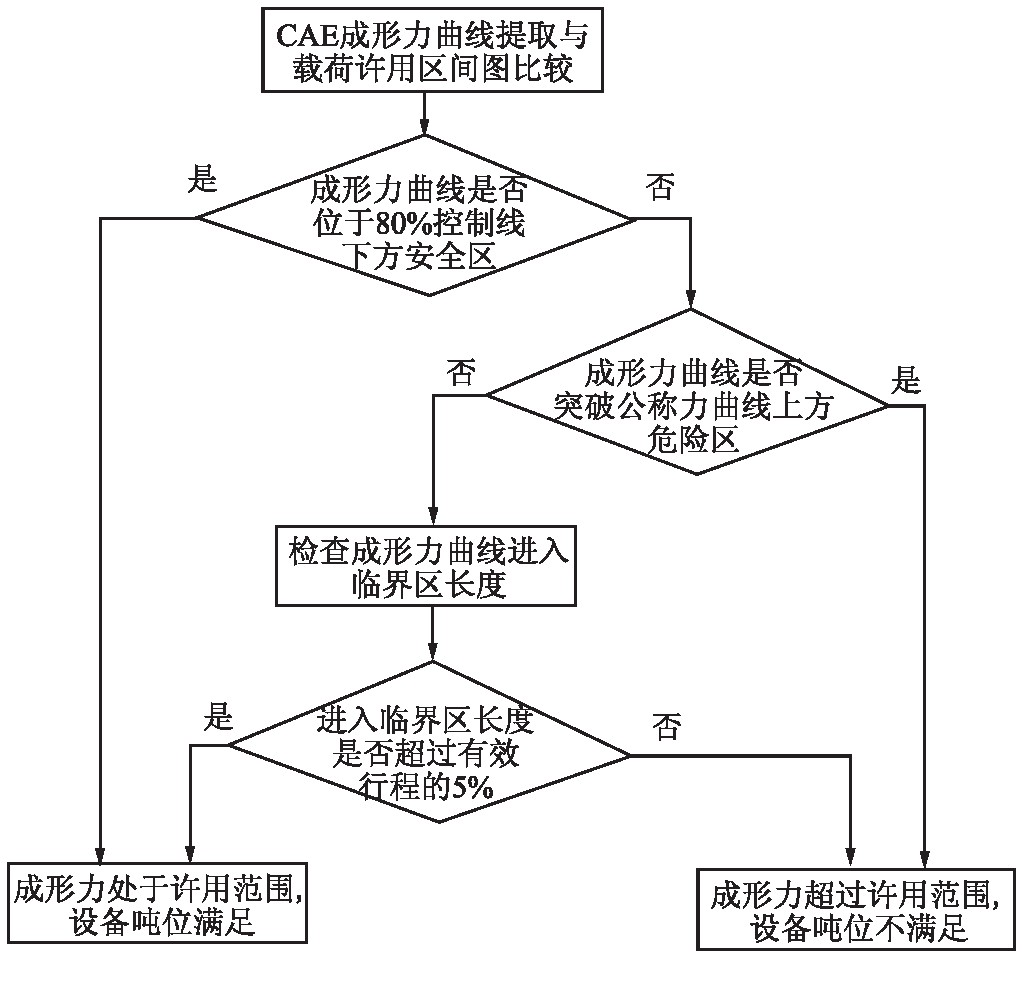
图6 成形力校核流程图
(1)对零件进行CAE分析, 得到成形力曲线如图7所示。
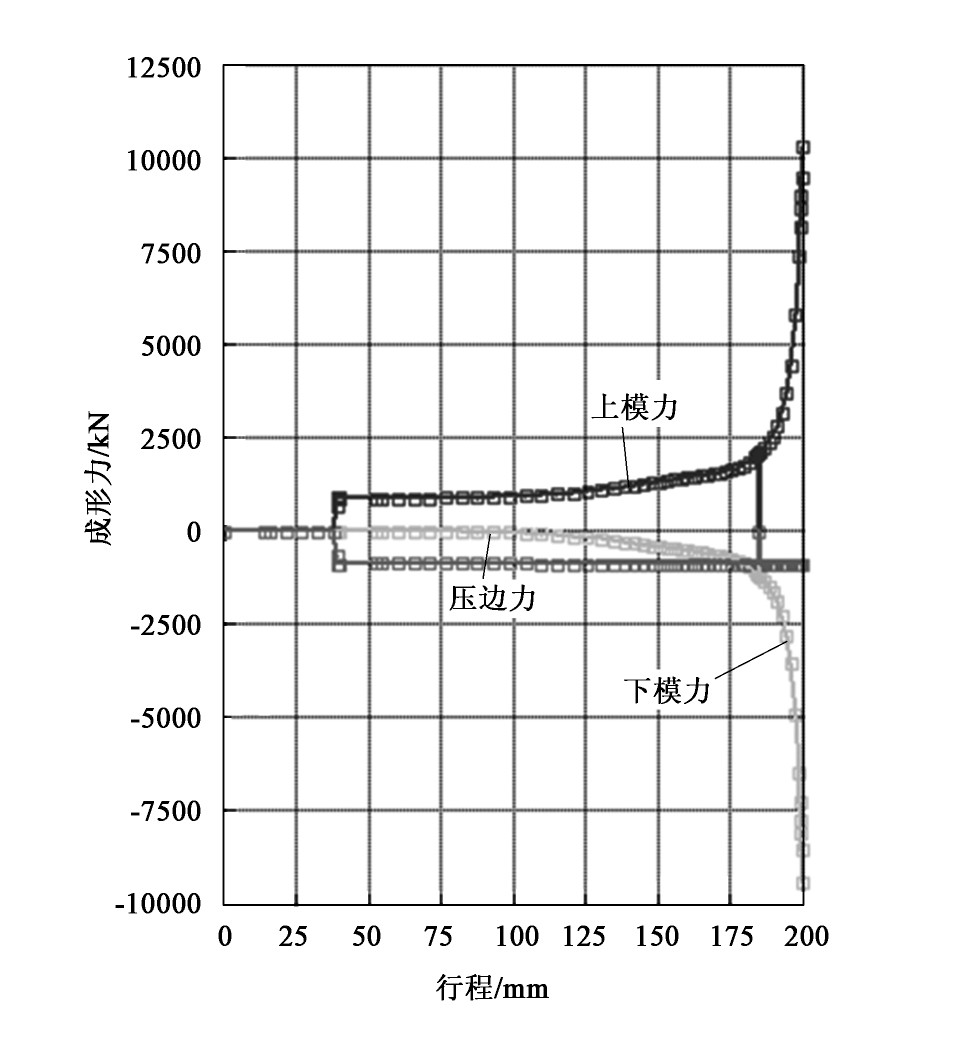
图7 CAE成形力曲线
(2)将CAE分析提取的成形力, 放入设备载荷许用区间图, 与公称力曲线和80%公称力曲线进行比较, 见图8。从图8中可以看出, 距离下死点3 mm以上的区间, CAE成形力曲线均位于80%公称力下方, 即均处于安全区内。当进入下死点3 mm后, CAE成形力曲线高于80%公称力曲线, 但一直未超过公称力曲线, 因此, 设备成形力满足零件成形需求。
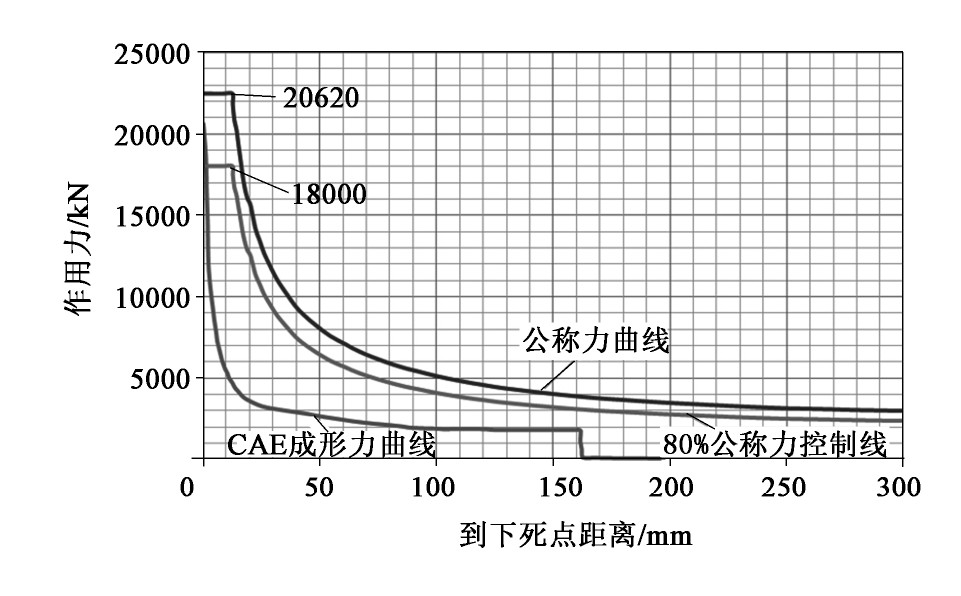
图8 CAE成形力与设备公称力比较
2.变形功校核
一般来说, 对于冲裁和浅拉深, 不需要进行设备能量校核。但是当冲压工艺设计出现下列情况时, 应当校核设备能量是否满足: (1) 在设备载荷许用区间图中成形力越过安全区, 进入临界区; (2) 拉深气垫行程超过220 mm; (3) CAE分析压边力大于2500 k N。
变形功是成形力对作用距离的积分, 因此, 应当提取CAE成形力进行积分。最后总结归纳的变形功校核流程如图9所示。
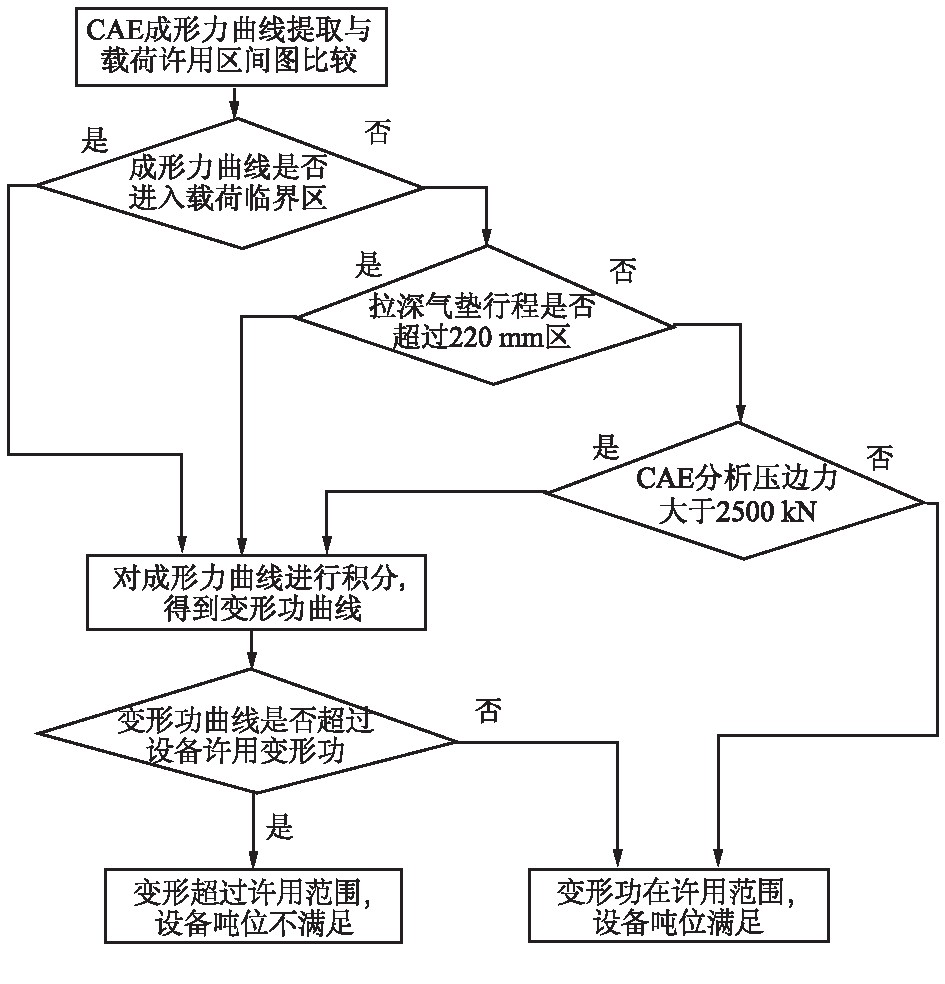
图9 变形功校核流程图
图10所示为在不同的行程次数 (SPM) 下压力机允许的变形功。由图10可知:在8 SPM下, 压力机允许变形功最小, 为800 k J, 但并不是行程次数越高, 允许变形功越大;相反, 在最高16 SPM下, 允许变形功只有1000 k J左右, 仅高于8 SPM下的最低值。因此, 在生产过程中, 将节拍设置在12 SPM最佳, 此时允许变形功达到最大值1250 k J。根据CAE分析的成形力曲线, 经过积分计算, 得到所需成形能量为456 k J, 远低于800 k J的允许变形功要求, 因此, 在8 SPM至16 SPM的任一节拍下生产, 均可满足要求。
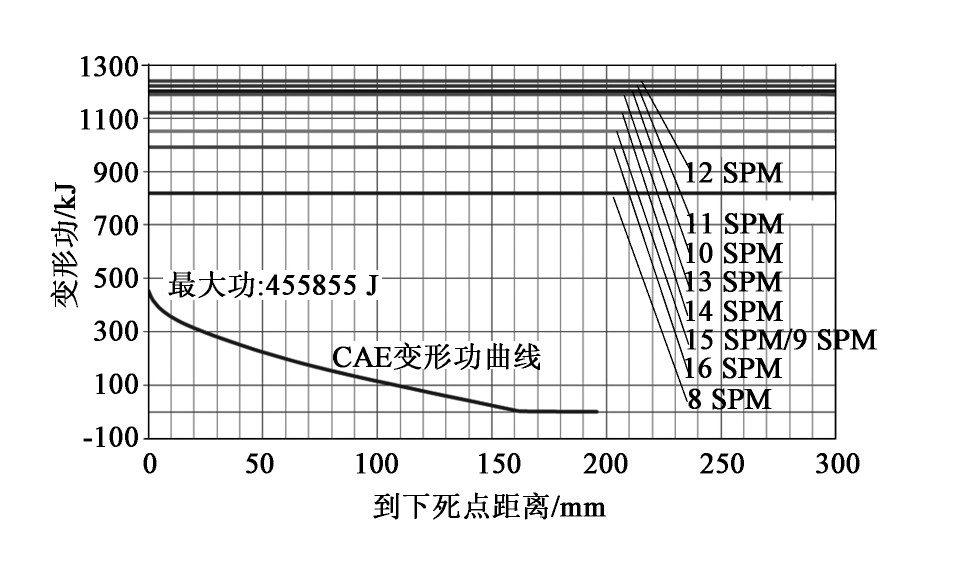
图1 0 变形功曲线与设备许用变形功比较
四、结论
(1)采用数值模拟的方法得到的成形力与压力机力-行程曲线比较, 当成形力小于设备的公称力, 但是大于80%公称力控制线时, 需要进一步校核变形功以判断是否满足设备载荷要求。
(2)采用数值积分的方法得到变形功与压力机许用变形功比较, 8 SPM许用变形功最小, 12 SPM下许用变形功最大, 需避免在过低或过高的节拍下生产, 推荐在12 SPM或临近区间生产对发挥设备载荷能力最为有利。
(3)采用22500 k N压力机生产线, 其力和变形功满足某车型前门内板一模两件对设备载荷的要求。
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加qq:1011852705,微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














