启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2018-08-2275作者:启飞汽车设计
表1 整车主要尺寸参数表
单位:mm

(2)参数选择。
工作班制N=3;
年工作天数D=260;
每班工作小时数T=7.5 h;
时间有效利用系数Y=0.98;
生产厂能H=20万台;
车型的总增值时间10 045;
工位密度B=2.0 (平均工位密度2.0, 其中内饰、终线工位密度2.1, 底盘工位密度1.8) ;
车型的平均增值比率X=55%;
车长L=4.5 (预计未来车型的长度) ;
线上两车间距C=1.3 (考虑微型车尾门需要打开) 。
由此可计算出:
年时基数F=5 733;
生产节拍t=35;
总装线上工位数I=88;
工位节距K=5.8;
总装线工作长度M=510.4。
二、青岛总装B线的分段
总装生产线分段的作用:其一, 便于根据需要选用不同形式的输送;其二, 便于输送设备维修;其三, 设置缓冲区尽量不影响其他工段的生产。所以总装线一般分为三段或多段这几种类型。
分段选择原则:总装线具体采用几段式, 一般要根据车型及装配工艺特点来确定。当前微型汽车的生产线, 总装工艺大体分为三部分:
(1)内饰装配。主要包括顶蓬、前悬挂、车门附件、踏板支架、暖风机、前蒸发器、主线束、仪表板、前后挡玻璃等;
(2)底盘部分装配。主要有油管总成、后桥、发动机、传动轴、油箱等;
(3)终线装配。轮胎、发动机附件、蓄电池、液体加注、座椅及启动准备。
可以看出, 装配线空间布置形式需为:低工位—高工位—低工位。鉴于此, 一般微型汽车装配线为三段式, 三段式装配线对于产品改型和混线生产也是比较方便的, 而且车身吊具一般采用裙边支撑, 设计比较简单。
青岛分公司总装B线的分段选择为三段式, 即内饰工段—底盘工段—终线工段各为一段。内饰工段为低工位段, 分内饰一和内饰二, 每个工段19个工位, 共38个工位;底盘工段为高工位段共23个工位;终线工段为半高工位段和低工位段, 分终线一和终线二, 终线一为半高工位段共7个工位, 终线二为低工位段共20个工位。
三、运行形式的选择
总装线的运行形式, 主要是按生产厂能而定。青岛分公司总装B线是按年产20万台的生产厂能设计的, 其总装线三段均选用强制流水式运行形式。
主要原因是强制流水式主要用于大批量生产。强制流水式其输送链, 是在连续不断的慢速运行, 当车身运行到每一个工位区域时, 操作者利用车体通过本区域的这段时间装配。这种形式没有等工工时的浪费, 但线相对较长, 线上工人劳动强度大, 同时对工人的操作熟练程度要求高。这种形式, 输送链的速度随产量及工人装配熟练程度可以调整。
四、输送形式
建一条总装线, 具体选用哪种输送型式、选用哪种输送机、如何组合, 要根据生产厂能、车型特点、装配工艺、经济性及拟定的总装线的运行形式等各方面因素全面考虑确定, 可以选用单一一种输送机, 也可以把几种输送机有机的结合起来组成总装配线。
青岛分公司总装B线内饰工段选用小滑板, 板宽1.3 m, 车身离地高度0.42 m。底盘工段选用悬挂输送机系统, 车身吊具设计标高保证车身底板距地1.68 m。终线一工段选用悬挂输送机系统, 车身吊具设计标高保证车身底板距地0.8 m。终线一工段选用单行地板链, 链板宽2 m。
5.平面布置
总装线的平面布置一般有直线型、U形、S形、矩形、多层布置等形式, 主要根据总装线工作长度来考虑, 如何布置既满足装配要求, 又节约厂房面积, 更主要的是物流要顺, 同时还要考虑经济性, 就是说要在满足上述条件情况下, 布置总装线使其输送链最节省。另外, 还要考虑各大总成分装线的布置及到总装线的输送路线及上线方式, 要合理布局使其工艺流程顺, 输送路程近, 缩短输送链的长度, 以节约投资。
根据厂房面积、生产厂能、车型特点, 我们将青岛分公司总装B线的平面布置布置为S形, 检测线布置在总装线末端, 总装下线的车直接上检查线进行全面检测。发动机大总成分装线布置在总装相应工位旁, 物流顺畅, 运输路线短 (见图1) 。
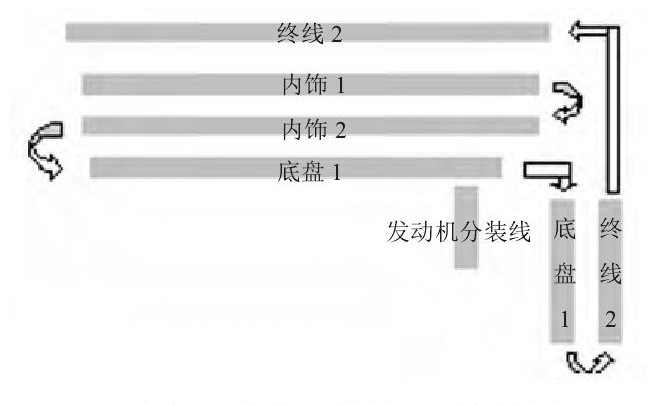
图1 总装B线的平面布置图
六、结束语
总装是汽车制造的最后一道工序, 如何建设既符合经济规模, 赶上世界先进水平, 又适合将来产品发展需要的汽车总装生产线, 除考虑以上几方面外, 还要根据汽车厂自身的具体情况综合考虑, 使设计的总装生产线在人力、物力、财力、设备等方面都能充分利用, 达到最优化的设计, 以产生最大的经济效益。青岛分公司总装B线设计的最大特点, 是具有很强的适应能力。S形、三段、强制流水式总装生产线, 可随时根据生产安排变换车型和产量, 而生产线不需要大的调整;零件配套存放和分装线都布置在总装线旁, 提高了厂房利用率, 同时运输方便, 物流顺畅, 运输路线短, 节省了费用。
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加qq:1011852705,微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














