焊接之----焊接常见问题分析及焊接返修工艺研究(2)【启飞专业知识系统分享-焊接06】
(三)金属飞溅
金属飞溅是指在焊接过程中受到电弧作用,部分金属出现电弧融化并飞溅的现象。金属飞溅不仅容易影响到工件的焊接过程,同时还会造成焊条的浪费,对于工件焊接后的质量和美观也有不利的影响。分析认为导致金属飞溅的原因主要有:焊条保存和工件烘干条件不合理;②焊条种类的选择不正确,如碱性焊条易出现金属飞溅。预防金属飞溅主要可从改善焊条和焊接烘干条件和合理选择焊条种类着手。

焊接咬边是指电弧将焊缝边缘的母材熔化后,没有得到焊缝金属的补充而留下缺口,在焊接过程中出现凹槽的现象,焊接咬边主要是由焊接电流过大和焊接角度不合理导致,产生的原因主要是电流过大,电弧过长及焊条运条角度不当,故预防焊接咬口也需要从这两个方面着手。


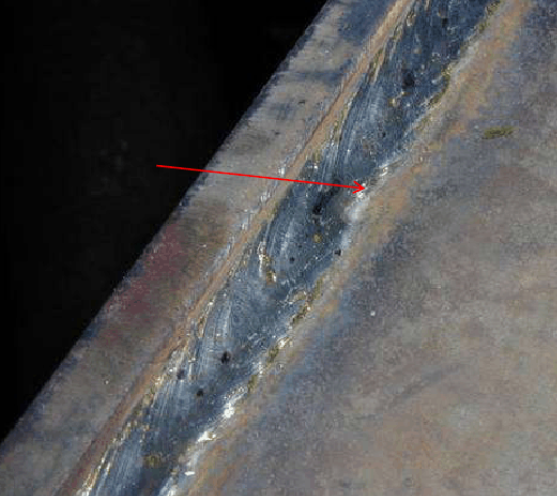
(五)焊瘤
焊瘤的原因主要是产生了比较多的融化金属流到了焊缝的周边没有熔化的母材之上的一种现象,焊瘤经常会有未熔合的或是夹渣的状况产生,一般在横焊、仰焊和立焊中比较常见。焊瘤的产生与操作的不熟练以及运条的方法不恰当有着一定的关系,此外,焊缝的间隙比较大也是导致焊瘤产生的重要原因。

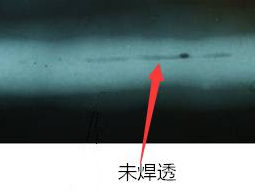
(六)未焊透
母材之间存在着局部没有熔合的现象,产生的原因主要有坡口的设计不良、间隙较小,或者是焊丝的角度不够正确,电流过小电弧过长也是导致未焊透的重要原因。
(七)气孔
导致发生气孔的主要原因是:焊接部位不干净;焊条和焊剂没有按规定烘干和保温;焊接工艺不够稳定,采用气保焊时气体流量不合适。

学习 启飞课程
让启飞为“你的未来”助力!
学习 启飞课程
让启飞为“你的未来”助力!