焊接之----凸焊设计(2)【启飞专业知识系统分享-焊接05】
4 螺栓凸焊
螺栓凸焊有两种形式,一种为承面凸焊,钣件对应位置开孔(如图 5);另一种为端面凸焊,钣件位置无孔(如图 6)。
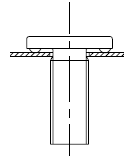
图5 承面凸焊
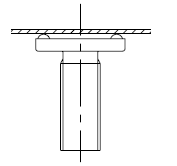
图6 端面凸焊
4.1 凸焊电极需要的空间
螺栓凸焊面必须为平面。图 5螺栓凸焊下电极直径大小有Φ25、Φ32,上电极大小有Φ16、Φ20;M5、M6下电极常用深度为30mm,M8下电极常用深度为38mm。
4.2 凸焊定位底孔
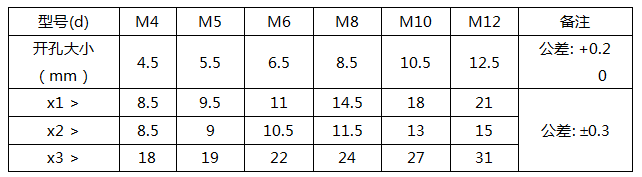
为降低凸焊电极制造成本,凸焊螺栓底孔统一定为(M+0.5)mm,其中M为焊接螺栓的公称直径(螺纹大径)。英制螺母公称直径(螺纹大径)加0.5后取整。表 4.1给出了常用螺栓的空间及开孔要求,设计时此表用作参考,具体尺寸需要根据客户设备情况确定。
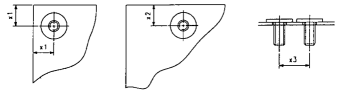
图 7 螺栓凸焊位置要求
表 4.1 螺栓凸焊位置尺寸
5 对凸焊钣件的要求
5.1 凸焊钣件的焊接可操作空间
在焊接状态下,待凸焊钣件不能与焊机相干涉,焊机尺寸依据目前设备状况要求如下(如图 8,以“南京TN-400”为例):
1)零件凸焊位置点沿与凸焊螺母、螺栓轴线垂直方向,距零件边缘最小尺寸要小于焊机喉深C(常用焊机喉深为420~770mm),以避免与焊机干涉;
2)其它尺寸A、B、D 因各种焊机的结构相差很大,详细请参看附录A。
3)在用普通直电极无法满足特殊设计要求时,可以考虑制作变形电极。变形电极请参看附录B。(特殊电极的制作会增加产品的成本,而且焊接质量没有保证,应尽量不采用)。
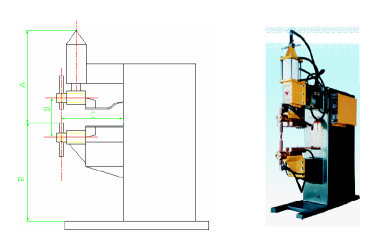
图8
5.2 其它要求:
1) 螺母沿轴向旋转不会与钣件R 角或翻边干涉;
2) 最大尺寸超过1.5m 以上、刚性较差的零件不建议采用凸焊;
3) 外表面件不建议采用凸焊;
4) 钣件重量超过10kg,不建议采用凸焊;
6 对凸焊钣件料厚的要求:
按照焊接质量要求,凸焊螺母螺栓的凸点大小应随着零件板厚不同而相应变化,才能达到最佳焊接质量,但凸焊螺母螺栓属于标准件,按直径大小的不同,凸点大小相对固定。因此为保证焊接质量的稳定,对凸焊螺母螺栓与零件板厚的对应关系要求如表 4.2:
表4.2

学习 启飞课程
让启飞为“你的未来”助力!
返回列表