焊接之----螺柱焊设计(1)【启飞专业知识系统分享-焊接04】
1 螺柱焊简介
在螺柱的端面与另一板状工件之间利用电弧热使之熔化并施加压力完成连接的焊接方法称螺柱焊。它兼具熔焊和压焊特征,是一种加压熔焊。与凸焊的区别在于:凸焊属于电阻焊范畴,而螺柱焊有弧焊和压力焊双重属性。
螺柱焊时起焊接过程是短时间,大电流和较小的熔深。因此,可以焊接到很薄的板材上。对于使用陶瓷环拉弧螺柱焊和短周期拉弧螺柱焊的板厚可以到1mm。电容放电拉弧螺柱焊可以到0.6mm,而储能式螺柱可以到0.5mm。螺柱焊具有以下特点
l) 螺柱焊的工件必须是从一侧焊接。
2) 能在全位置焊接,借助于扩展器可以焊接到受限制的垂直隔板上。
3) 由于是短时间焊接且焊后很少变形,故不需要修整。
4) 因为焊接的结构不需要钻孔,故不会造成泄漏。
5) 螺柱焊的接头可以达到很高的强度,即螺柱焊的接头强度大于螺柱本身强度。
6) 在镀层或高合金板材焊接后,背面没有印痕。
螺柱焊有电弧螺柱焊和电容放电螺柱焊两种基本方法。电容防电螺柱焊根据引燃电弧的方式不同,又可分为预接触式、预留间隙式和拉弧式三种,汽车行业一般使用较多的为拉弧式电容防电螺柱焊,以下内容中螺柱焊默认为拉弧式电容防电螺柱焊并只对此方式进行介绍。

图1 螺栓焊接
2 螺柱焊的原理和过程
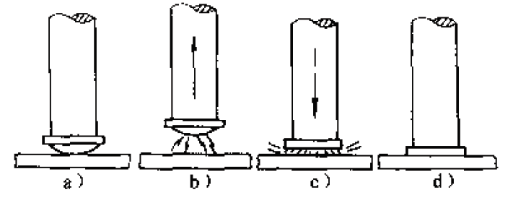
图2 拉弧式电容放点螺栓焊
螺柱焊可以简单的分为四步:
螺柱在工件上定位并使之接触(上图a);按动焊枪开关,接通焊接回路和焊枪体内的电磁线圈:线圈起作用就把螺柱拉离工件,使他们之间引燃小电流电弧(上图b);当提升线圈断电时,电容器通过电弧放电,大电流将螺柱和工件待焊接表面熔化,螺柱在弹簧或汽缸力的作用下返回向工件移动(上图c);当螺柱插入工件时电弧熄灭,完成焊接(上图d)。
3 螺柱焊的基本要求
3.1 焊枪

图3 焊枪
螺柱焊枪有自动送钉和人工装钉(上图)两种。自动送钉螺柱焊枪可以人工操作和安装在机械手臂上使用,焊枪的详细尺寸见附录。目前汽车生产企业采用较多的是人工装钉的螺柱焊方式,要求如下:焊接面一般要求为平面,且表面清洁无锈。螺柱焊凸台尺寸应大于螺柱焊枪枪嘴(下图)最小尺寸(Φ25mm)。
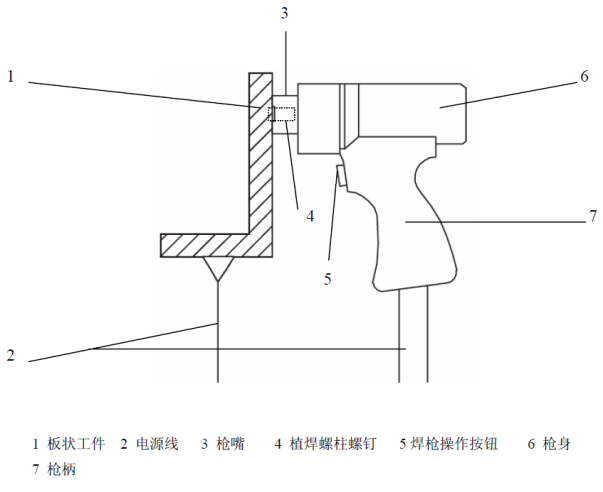
图4 人工操作焊接
如果焊接面不是平面,此面要求如下图所示,半径≧100mm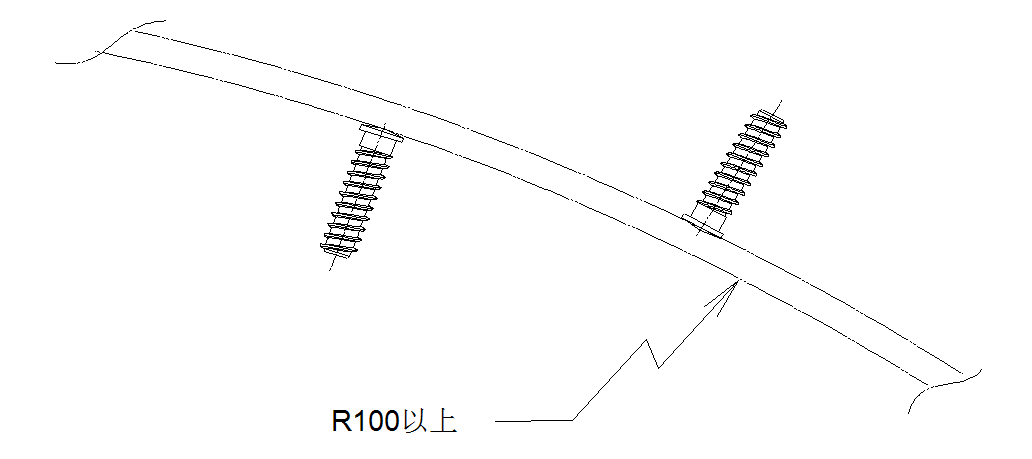
图5 曲面焊接示意图
让启飞为“你的未来”助力!
学习 启飞课程
让启飞为“你的未来”助力!
返回列表