实战篇之----车身覆盖件常见缺陷及分析(1)【启飞专业知识系统分享冲压07】
汽车冲压覆盖件的质量问题不仅会影响车身美观,而且还会降低制件的抗腐蚀性、产品的使用寿命,因此对车身覆盖件的质量缺陷控制至关重要。分析造成这些质量缺陷的原因,探讨减少和避免产生这些质量缺陷的工艺方法,以提高车身覆盖件的产品质量。对生产实践中同类问题的解决具有一定的借鉴作用。
开裂、起皱、回弹是轿车冲压间成型过程中的主要制造缺陷,由于轿车外覆盖件外形尺寸、拉深深度浅、塑性变形程度低,一般不易拉裂,因而回弹就成为改零件制造过程中主要问题,并且严重影响零件之间的相互配合问题。就冲压工艺而言,必须克服由回弹问题造成的零件型面偏差。
1 开裂、缩颈
1.1 缺陷描述
主要是由于材料在拉伸过程中,应变超过其极限失稳。冲压件开裂、缩颈是制件在拉延、翻边及翻孔等工序最容易出现的质量缺陷,将影响制件的强度,降低制件使用寿命,所以当制件出现开裂及缩颈时,就会做报废处理,这样就会增加车间的生产成本。而且造成制件开裂及缩颈的因素较多,停线维修会极大地影响生产效率,所以合理的预防措施或出现质量缺陷后尽快找到产生原因以及合理的维修工作都极具经济效益。预防和处理开裂及缩颈必须从模具、设备和板料等方面。
文字太多不想看,小编帮你解决,不说话,直接上图( ↓ ↓ ↓)
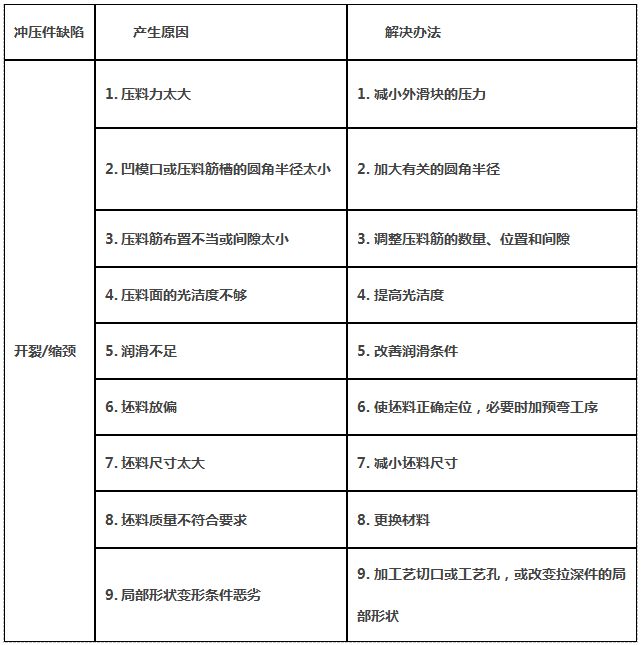
图1 开裂原因及解决办法
有了小编特制图表,简直(棒棒哒,给小编加个鸡腿 ↓↓↓)

1.2 侧围外板门洞内三角部位出现开裂过大在后序无法切除造成制件报废故障分析,模具压边力不当导致板料成型中流动不均匀;针对压边力分析出以下因数:
① 板料在模具上定位后门洞内的压料边不足,造成各边的走料不平衡
② 局部外滑块压边力太大
③ 凸模内压料芯里面的氮气缸压力不足
④ 门洞的压料面上的拉深筋布置不合理
⑤ 压料面着色差
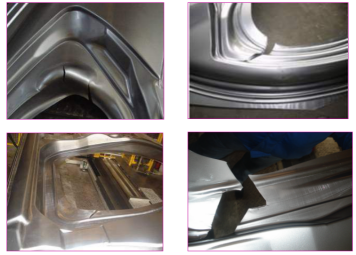
图2 侧围外板开裂
1.3 关键问题:
能清楚判断出两边料流的走势,知道是哪边压力相对来说小,从而造成两边走料不均衡引起开裂。就如一张纸,用一只手掌压住纸的半边,另一只进行撕扯另一半边造成的撕裂。

图3 侧围外板开裂
1.4 解决方案:
通过变相的在门洞的压料面相应位置上垫砂布进行尝试调试,发现开裂现象消除;下线对其进行焊补增高或重新增加一条拉延筋。
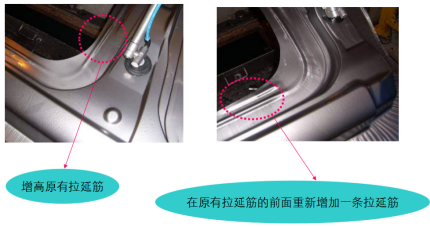
图4 侧围外板开裂解决
学习 启飞课程
让启飞为你的未来“助力”!
返回列表