设计篇之----车身侧围外板冲压工艺(4)【启飞专业知识系统分享冲压05】
4 整形模结构设计
图12所示顶棚侧整形部位外观面切线方向与冲压方向的角度θ定义为成形角度。在侧整形时,为了保证成形到位的形状不发生二次成形而变形,上模压料板要压紧已成形到位外观面部位。
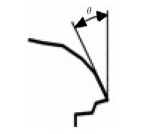
图12 顶棚断面示意图
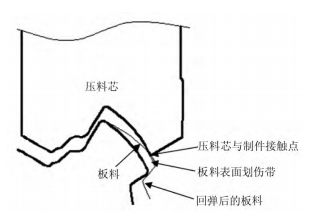
图13 压料板划伤板料示意图
根据前期车型设计和生产经验总结,侧围顶棚侧成形点角度与压料板结构关系要求如表1所示,图14所示为浮动压料,图15为压力增强型压料。
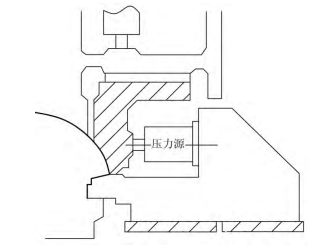
图14 浮动压料结构
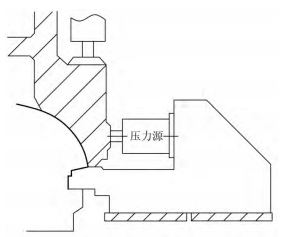
图15 压力增强型压料
图15 压力增强型压料
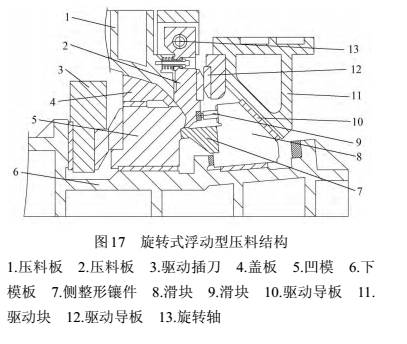
(当当当,福利到~~~赠送两种压料结构以及其运行方式,虽然小编看不懂,but毕竟大神还是有的)
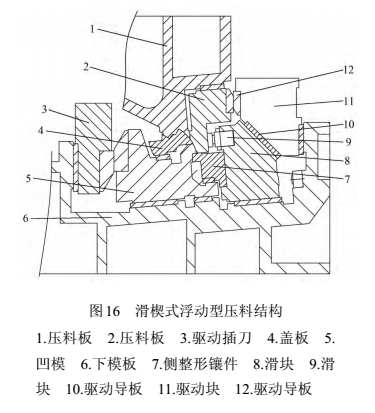
如图16所示该区域采用滑楔式浮动型压料结构,该结构的工作原理是在侧整形前压料板分2个阶段,压料板从2个方向对已成形到位外观面实施压料,首先是沿冲压方向运动的压料板1沿垂直方向压板料平坦部位,零件成形角度小且回弹后易被压料芯划伤的部位设计成滑楔式压料板2,在压料板1压住板料平坦部位后,滑楔式压料板2在驱动块11驱动下,沿成形角度较小区域外观面的法向方向实施侧向压料,这样就解决了a区域成形角度较小部位的外观面因回弹导致压料板末端划伤零件外观面的缺陷。
5 总结
侧围外板是车身覆盖件中最复杂的零件之一,在当前车身短周期的开发过程中,合理的冲压工艺和模具结构设计可缩短模具的制作和调试周期,降低制造成本,提高成形零件的质量。
学习 启飞课程
让启飞为你的未来“助力”!
返回列表