启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2018-03-28129作者:启飞汽车设计
门饰板面料包覆工艺
一.门饰板真空吸覆设备


门饰板面料包覆工程可行性分析:
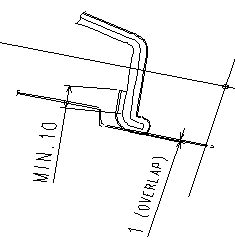
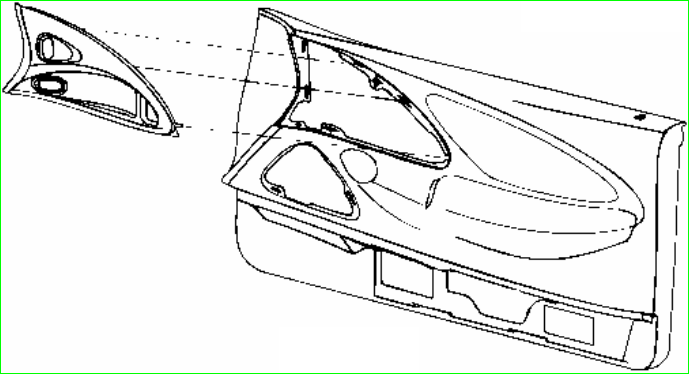
1、上饰板、中饰板的可行性分析主要是分析造型包覆是否可行,设计时需要考虑到表皮或面料背后的海绵厚度及压缩量,在必要时对骨架结构进行处理。同时为防止在凹陷转角处出现缺陷,如气泡或表皮包覆不牢,在设计时需使用较大的圆角,如下页图所示。否则可能导致包覆的缺陷,是否会产生折皱及包覆困难,圆角大小是否符合生产工艺要求等方面。
中饰板一般在门板的中央区域,是乘客视觉直视的区域。在该区域上,对中饰板风格进行定义时,需同时考虑分块以及与周边件的匹配等情况。
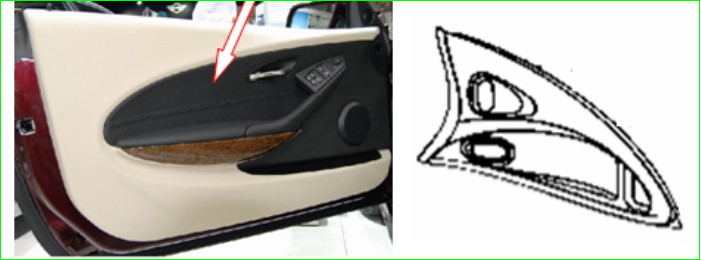
2、单独的扶手: 边缘通常包覆表皮或面料,表皮和面料背部通常设计一定厚度海绵,由于扶手的尺寸较小, 形状比较复杂的扶手,包覆难度较大,需做缝纫线或进行其它工艺处理,R角较小的地方,一定要考虑面料的拉伸性能,以防止面料破损或者皮纹损失过多。

设计时需使用较大的圆角

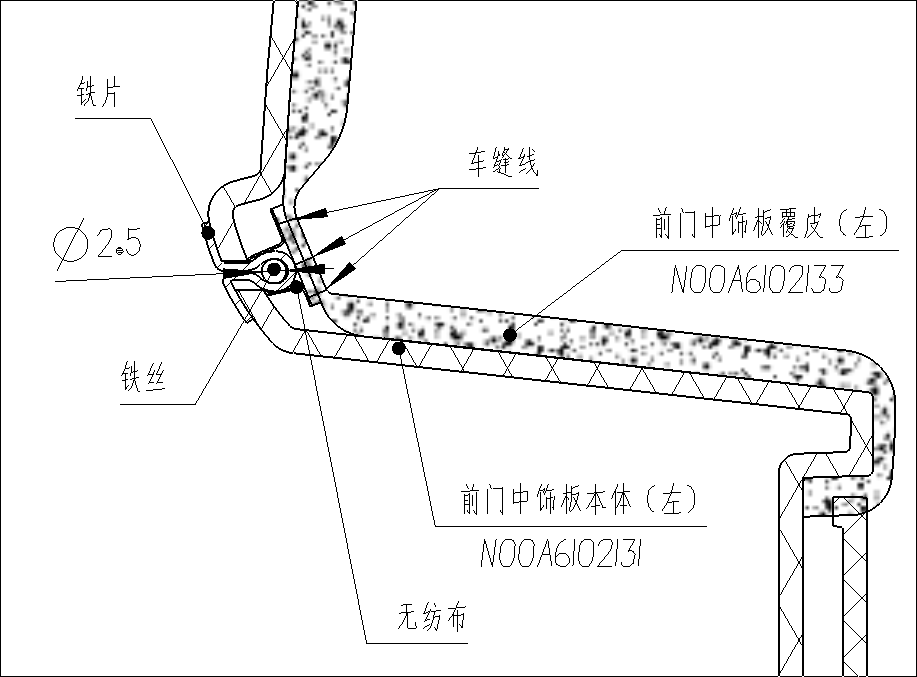

骨架在表皮车缝线背面位置需设置避让槽

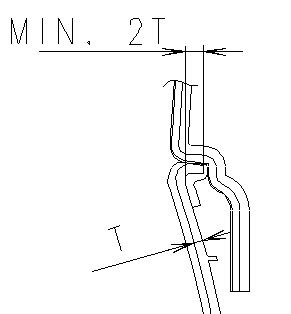
扶手的包覆要求:圆角及斜度

包覆包边余量要求
1.对接式结构
2.压接式结构
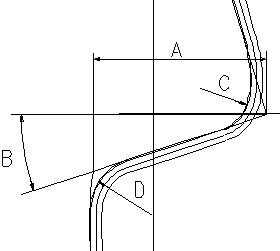
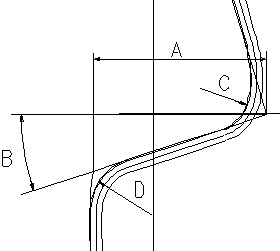
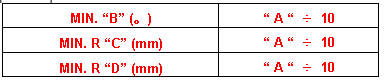
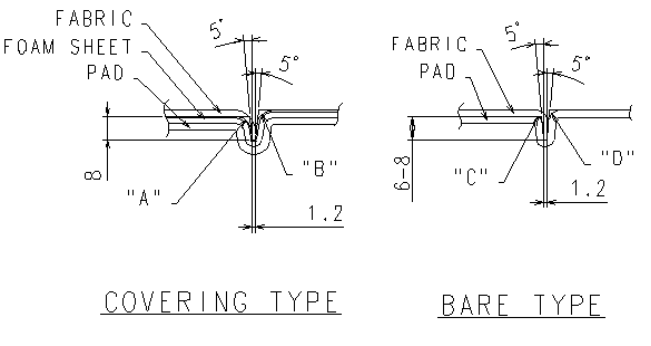
对于用KIMEKOMI(压边工艺)包覆时压入槽的设计要求:

① “A” ,”B”,”C” : 包覆材料总厚度 + 0.5
② “D” :包覆材料总厚度+ 1.0 (考虑织物厚度)
③ 塑胶本体的 沟槽深度根据 KIMEKOMI(压边工艺)整体 边界尺寸、产品 尺寸决定。
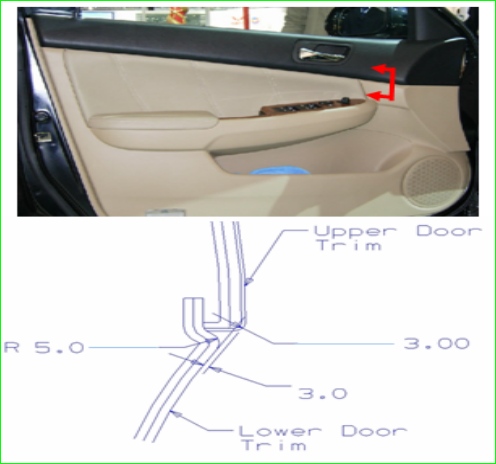
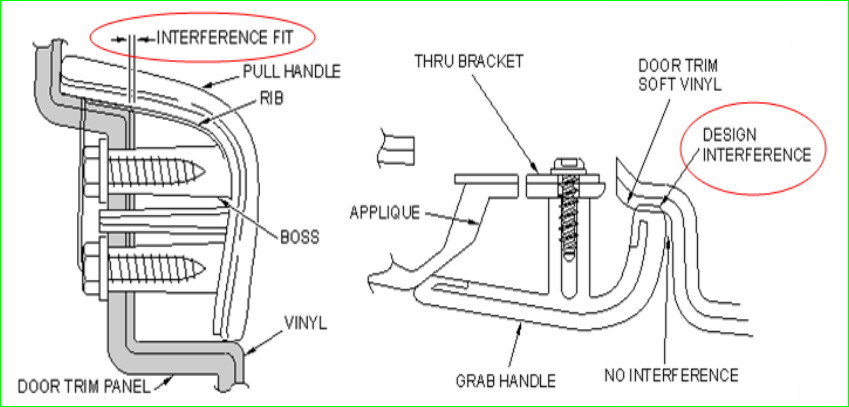
上装饰板与下装饰板结构设计要求:
上装饰板与下装饰板圆角配合将形成V形间隙。设计上装饰板高出下装饰板3mm,隐藏V形间隙,使视觉效果更好,详见附图。
硬质零件与软质零件配合干涉量设计要求:合理的干涉量约1mm。图示了两种干涉,一是拉手与软质门板配合干涉;一是拉手插入软质门板干涉。
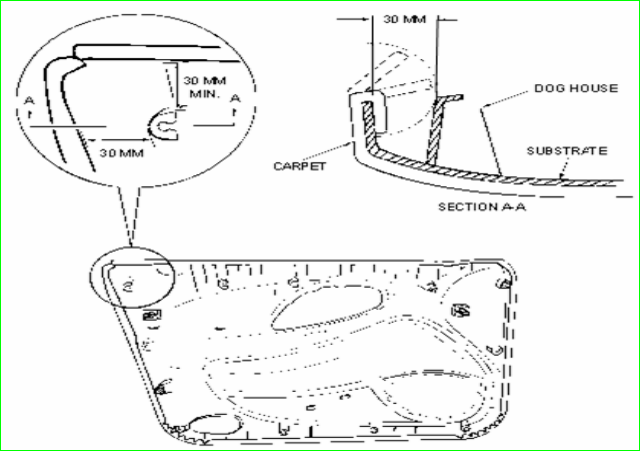
包边的门内饰板卡扣座位置设计要求:
卡扣座距门板边缘30mm。
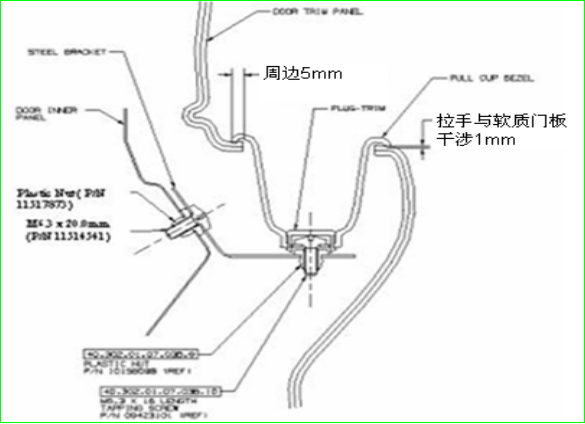
拉式拉手与门内饰板配合结构设计要求:
拉手翻边与门板周边叠加宽度5mm;翻边与软质门板配合,干涉量1mm。
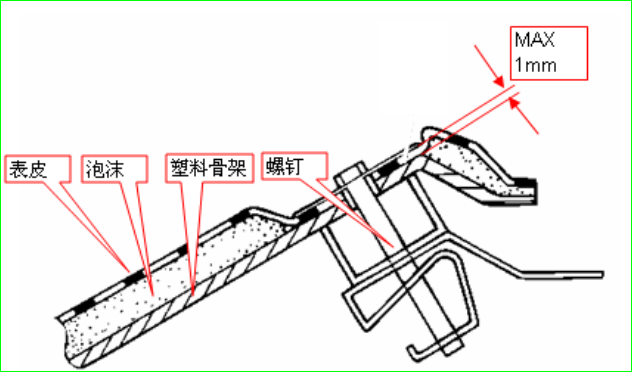
带泡沫层零件,如上装饰板,螺钉连接区域的泡沫层厚度设计要求:
最大不超过1mm。
中饰板装配方向设计要求:
沿脱模方向,设计中饰板的装配方向,避免三维装配方向。
中饰板设计要求:
1.为了预留空间给可能出现的表面提升,中饰板与钣金需留有至少20mm间隙。
2.中饰板设计要尽量避免凹陷和球形结构,防止包覆的织物、皮革或PVC与骨架脱开。
3.中饰板设计要考虑面料和表皮的方向。
4.中饰板设计要使包覆的织物、皮革或PVC,裁剪余料最少。
5.中饰板与门板本体连接结构布置合理,连接点间距50-100mm。
压制或手工包覆
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














