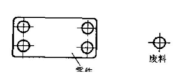
4.冲压工序可分为四个基本工序:
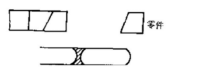
①冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
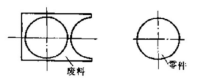
a冲孔:用冲模沿封闭曲线冲切,冲下部分是废料。有正冲孔、侧冲孔、吊冲孔等几种形式。
b落料:用冲模沿封闭曲线冲切,冲下部分是零件。用于制造各种形状的平板零件。
c修边:将成形零件的边缘修切整齐或一定形状。
d分离:用冲模沿不封闭曲线冲切残生分离。
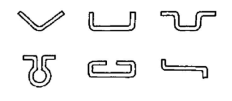
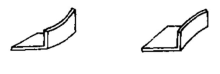
②弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
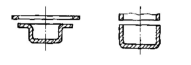
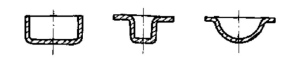
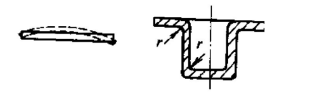
③拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
④局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
a翻遍:把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘。
b整形:为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法。
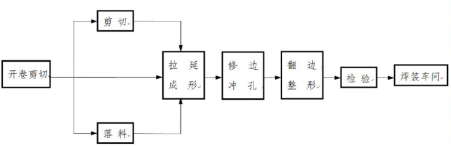
5.冲压工艺流程图
冲压产品就是这样被送到焊装车间的。
6.冲压材料
冲压材料是影响零件质量和模具寿命的重要因素。目前,可冲压的材料不仅有低碳钢,而且有不锈钢、铝及铝合金、铜及铜合金等。
钢材是目前汽车上应用最广泛的材料,它塑性良好,易于加工和回收,适合冷冲压加工和大批量生产,是制造白车身的首选材料。目前随着车身轻量化要求,高强度钢板、夹层钢板等新型材料在汽车车身上使用日趋整加。
材料的选用原则通常有使用性、工艺性和经济性三个要求。使用性要求材料能满足安全法规要求,并且在产品寿命内不发生各种失效;工艺性要求材料适合加工,它能减少生产浪费和预防产品质量缺陷;经济性要求成本较低,包括材料成本和加工成本,成本是企业发展中必须考虑的问题,成本的优势往往会带来企业竞争优势。
 冲压之前
冲压之前
 冲压之后
冲压之后
学习 启飞课程
让启飞为你的未来“助力”!
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81# 15923339397
15923339397 2248511017
2248511017 qifei1899
qifei1899 微信二维码
微信二维码














