启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2019-12-11195作者:启飞汽车设计
上一篇我们讲到了注塑、搪塑、阳模、阴模、吹塑成型工艺等,今天我们接着往下看:
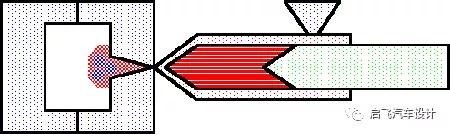
6. 发泡工艺
工艺概述:将按比例计量的原料混合物,从原液贮罐经计量泵送至发泡机的注射头,通过机械搅拌或撞击充分混合后吐出,注入发泡模具内,混合原液充填至整个模腔,在一定温度下使塑料产生微孔结构,并熟化为固体,脱模后可得到产品。常用的树脂有PS、PU、PP、PE、PVC等。
工艺原理图:
分类:
类别
工艺原理
适用性
优缺点
物理发泡
在塑料中溶入气体或低沸点液体,而后使其膨胀或气化发泡的方法
喷涂
毒性小,原料成本低,发泡剂无残留
施工环境受外界影响大
机械发泡
由计量泵按配比将原料混合,并利用机械的搅拌作用混入气体,经定型过程使其膨胀发泡的方法
浇注
混合充分,泡孔细而均匀,外观品质好
原料损耗大,劳动生产率低
化学发泡
利用化学发泡剂加热后分解放出的气体或原料组份间的化学反应所放出的气体使塑料熔体发泡
注射
工艺参数可控,模腔压力小,生产成本低
表面光洁度差
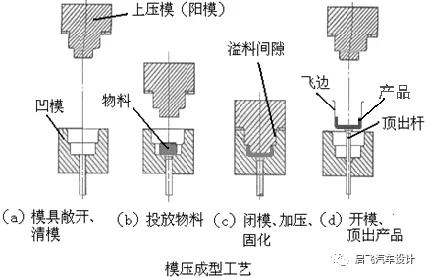
7. 压塑成型
工艺概述:
又称模压成型,将塑料或橡胶胶料在闭合模腔内借助加热、加压,使其成型并固化或硫化而得到制品的加工方法,,常用于热固性塑料。
工艺原理图:
优缺点:
能一次成型制品,无需二次修饰,成本低
生产周期长,效率低,较难实现专业化和自动化生产
不能成型形状复杂的厚壁制品,尺寸精度低
8. 层压成型
工艺概述:
将浸渍或涂有树脂的片材层叠,组成叠合体,送入层压机,在加热和加压条件下,固化成型复合材料制品的一种成型工艺。
工艺流程图:
工艺特点:
工序少,自动化程度 高,生产效率高,且生产过程环保
送膜装置需附加额外设备
由于薄膜拉伸率低,只能用于成型高度小的扁平结构零件
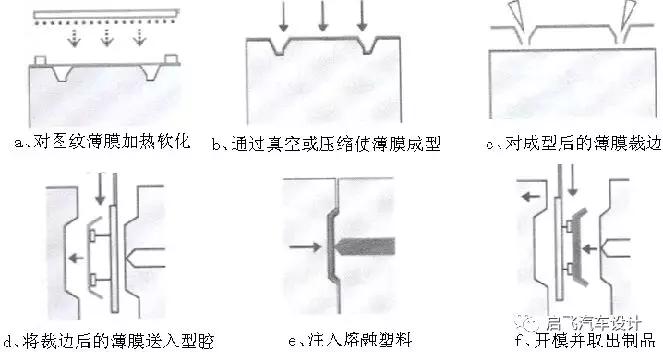
模内嵌件转印-IML:
简介:
将产品图纹预先丝网印刷在薄膜上,然后将印刷好图纹的薄膜通过加热或吸附预先成型、裁切成和产品一样大的“小胶片”,然后再将“小胶片”放置在注塑模具内,合模后将熔融塑料注射到薄膜的背面,薄膜与塑料产品覆合成一体而得到图纹的加工技术。
工艺流程图(如下图):
工艺特点:
适用于生产批量较小,同时产品对“表面硬度”要求比较高的情况
胶片的印刷较困难,且对产品的凸起或凹陷高度有限制
需预先吸附、切割薄膜,额外设备多,投资成本高
可随时改变装饰图纹,设计自由度高
4、塑料制品的后序工艺
概述:是指将成型后的塑料制品,再通过切割、焊接、铆接等后序的相关工艺处理后,才能成为最终的产品。主要涉及到水切割、局部弱化、焊接、铆接等工艺
水切割:
简介:
又称水刀或水射流,即把普通水加压到200-420Mpa压力,然后再通过节流小孔(内径0.15-0.35mm)喷射形成速度约为800-1000m/s的高速射流,用这种高速密集的水射流,切割软基性材料。
分类:高压水射流、磨料水射流
工艺特点:
可切割范围广, 切割质量好 ,切口平滑,不产生粗糙毛刺
无热加工 ,对易受热影响的材料有利,如:钛
较环保,加工过程不产生毒气,可直接排出
加工不同类型的材料和形状时,无需更换刀具
与其他设备组合,可进行分别操作. 优化材料利用程度
减少调整次数 ,易固定好,减少复杂的装夹
喷嘴孔径为 0.15~0.35mm,切缝小、节约材料,适于切割昂贵材料
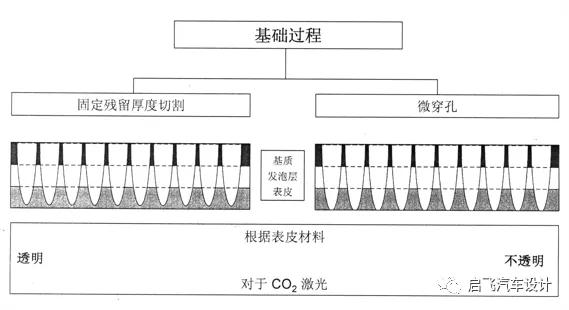
局部弱化(Scoring):
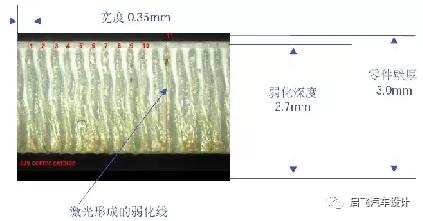
简介:为了某种特种需求如IP整体式安全气囊线,在产品背部按一定的形状对局部进行减薄处理,以达到局部强度弱化而又不影响外观。常用的有铣刀切割、水切割、模内注塑、激光弱化、冷刀弱化、热刀弱化等
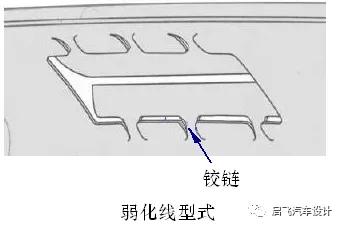
弱化型式:固定残留厚度弱化和微孔弱化
常见截面及型式:
作者:启飞汽车设计网老杨v:qifei2049,+v获取汽车内外饰设计实战干货资料分享
为感谢大家对启飞汽车设计支持,现添加启飞汽车设计官网的客服联系方式qifei2049。提“老杨”即可获得关于:车身、内外饰、底盘、总布置、整车CAE、catia参数化、catia、产品设计(家电、医疗器械、通信设备)、四大工艺、整车逆向开发、造型、模具设计、新能源三电 等相关领域等核心资料。
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














