启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2017-05-13128作者:启飞汽车设计
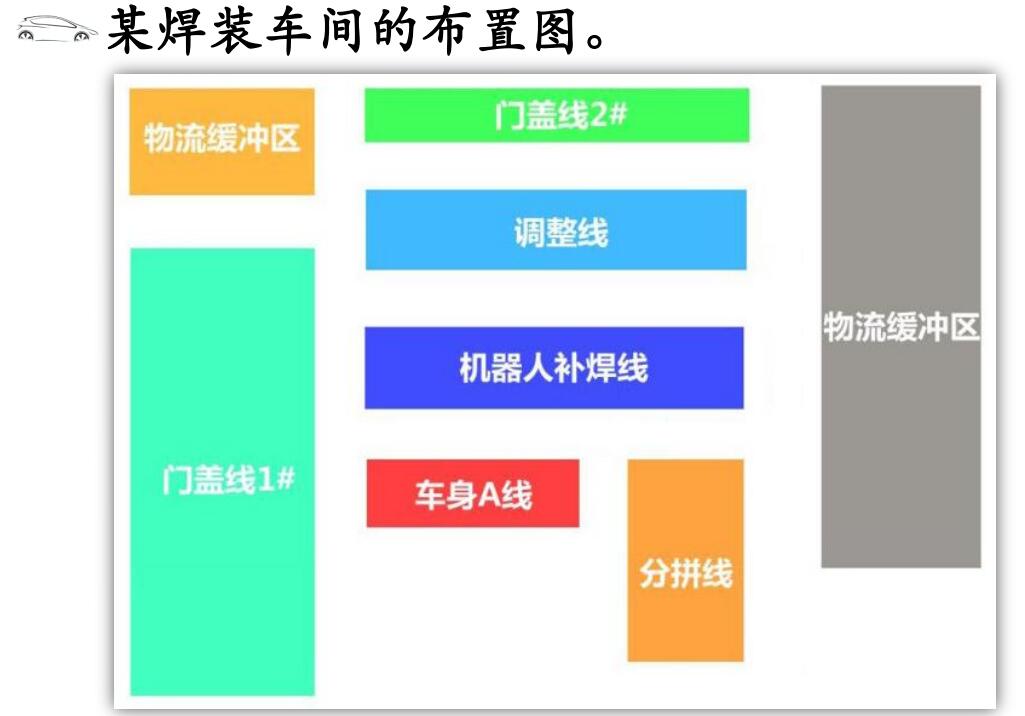
第二部分 焊装工艺
焊装被称为机械裁缝负责把冲压好的工件焊接到一起,在制造业中被广泛应用。
2.1 焊接的定义
定义:焊接是通过加热或者加压,或者两者并用;加或不加
填充材料;使两分离的金属表面达到原子间的结合,形成永
久性连接的一种工艺方法。
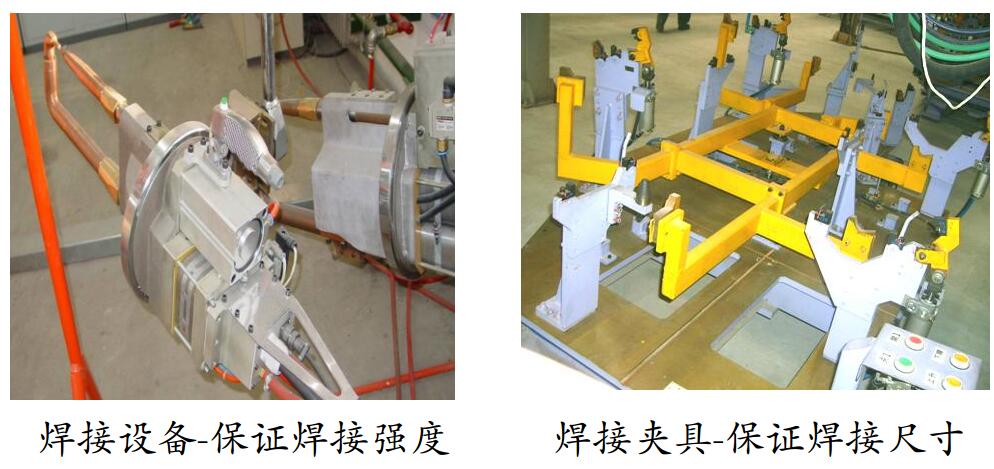
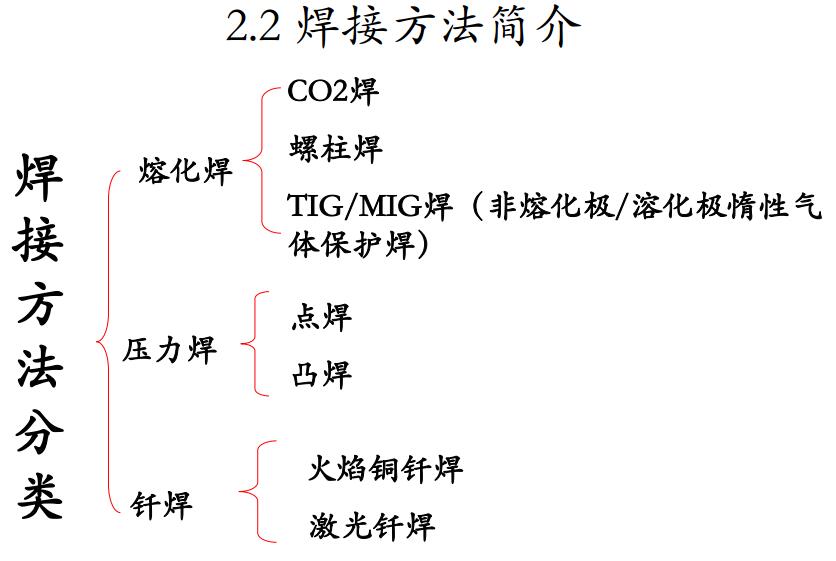
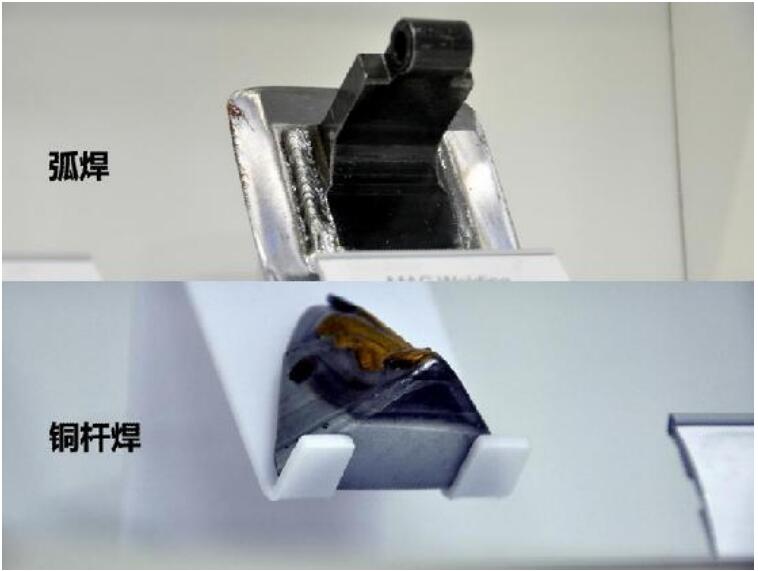
各类焊接方法介绍
熔焊是在焊接过程中将工件接口加热至熔化状态, 不加压力完成焊接的方法。 熔焊时, 热源将待焊两工件接口处迅速加
热熔化, 形成熔池。 熔池随热源向前移动, 冷却后形成连续焊缝而将两工件连接成为一体。
• 压焊是在加压条件下, 使两工件在固态下实现原子间结合,又称固态焊接。 常用的压焊工艺是电阻对焊。 压焊方法的共
同特点是在焊接过程中施加压力而不加填充材料。• 钎焊是使用比工件熔点低的金属材料作钎料, 将工件和钎料
加热到高于钎料熔点、 低于工件熔点的温度, 利用液态钎料润湿工件, 填充接口间隙并与工件实现原子间的相互扩散,
从而实现焊接的方法。

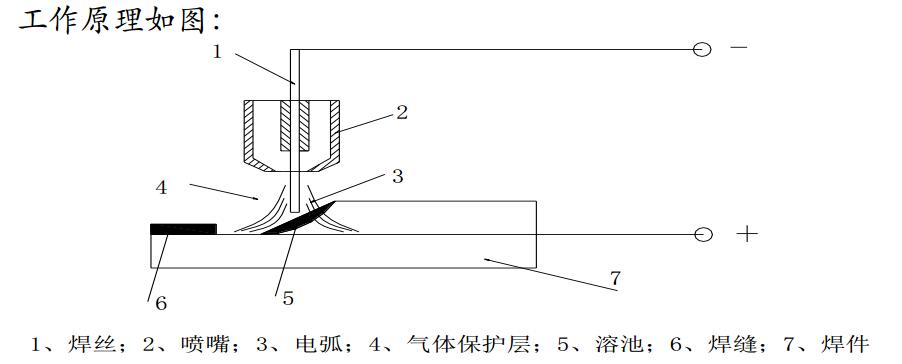
2.2.1.1 CO2气体保护焊方法的原理
CO2气体保护焊是采用CO2气体作为保护介质,焊接时, CO2气体通过焊枪的喷嘴,沿焊丝的周围喷射出来,在电弧周围形成
气体保护层,机械地将焊接电弧与空气隔离开来,从而避免了有害气体的侵入,保证焊接过程的稳定以获得优质的焊缝,其
工作原理如图:
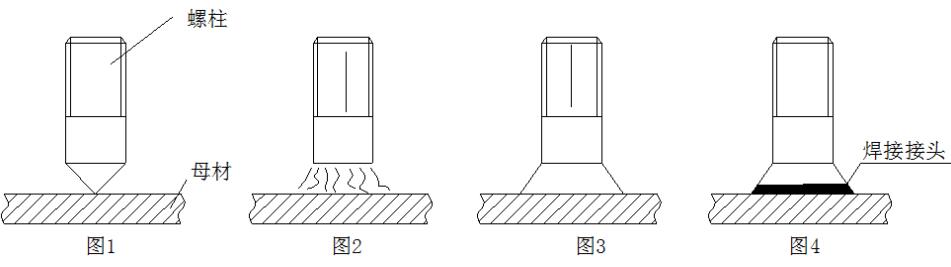
2.2.1.2 螺柱焊焊接原理和过程
开始时先将螺柱放入焊枪的夹头里并套上套圈,使螺柱端与工件(母材)接触(图1)按下开关接通电源,枪体中的电磁线
圈通电而将螺柱从工件拉起,随即起弧(图2)。电弧热使柱端和母材熔化,由时间控制器自动控制燃弧时间。在断弧的同时,
线圈也断电,靠压紧弹簧把螺柱压入母材熔池即完成焊接(图3)。最后形成焊接接头(图4)。
2.2.1.3 TIG/MIG焊介绍
TIG焊( Tungsten Inert Gas arc Welding),非熔化极惰性气体保
护电弧焊又称为惰性气体钨极保护焊。无论是手工焊接还是自动焊接0.5~4.0mm厚的不锈钢时,最常用的就是TIG焊。 TIG焊
还用于较厚断面根部焊道的焊接,主焊缝采用堆焊。 TIG焊的热源为直流电弧,工作电压为10~15伏,但电流可达300安,把工
件作为正极,焊炬中的钨极作为负极。惰性气体一般为氩气。MIG焊( Metal Inert-gas Welding),使用熔化电极,以外加气
体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。用实芯焊丝的
惰性气体( Ar或He)保护电弧焊法称为熔化极惰性气体保护焊,简称MIG焊
(作者,启飞,专注于汽车设计研发与汽车设计实战教育。启飞团队为车企设计研发工程师创建,已经陆续培养大批汽车设计研发人才进入汽车设计行业,启飞所有汽车高级工程师都来自国内外车企或设计公司,拥有丰富的设计研发经验,这些宝贵经验都是你在其他任何地方接触不到的 ,更多汽车设计实战技术与汽车行业就业经验,请关注QQ2915766019 微信qifei1788, http://www.91qifei.com )
CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














