启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2019-02-27131作者:启飞汽车设计
摘要
汽车冲压件种类众多, 有些是经冲压直接生成, 有些则还需其他机械工艺方可成为汽车零部件。因此, 汽车冲压件的生产过程要采用多种加工工艺, 而这些工艺均有缺陷风险, 对生产效益极为不利。本文将从成形过程以及成形特点两个方面入手, 对汽车冲压件缺陷进行总结分析。甚至连焊接接缝都要保持平滑;后者则属于结构性部件, 其加工质量直接影响汽车的整体安全性能。
一、冲压件成形过程
汽车冲压件是裁剪板材, 并对其进行拉伸、成形等工艺获得特定形状、规格以及职能的汽车零部件, 是汽车制造的重要组成部分, 对整车装配质量具有决定性影响。汽车冲压件主要有外部结构件与内部结构件两大类。前者主要用于汽车外车身组装, 在外观美感以及抗压性能上具有较高要求, 不允许表面出现皱纹、凹痕等缺陷, 甚至连焊接接缝都要保持平滑;后者则属于结构性部件, 其加工质量直接影响汽车的整体安全性能。
二、冲压件成形特点
1.生产效率高
现代冲压设备逐渐向机械智能化发展, 具有操作简便、生产效率高等显著优势。普通冲压设备的行程可达几十次每分钟, 部分高压设备的行程次数可以高达每分钟成百上千次, 甚至更高。正常情况下, 每一次行程就可以完成一个冲压件。
2.冲压工艺性好
绝大部分冲压件都是采用冷冲压加工工艺, 该工艺应用十分广泛, 与其他加工方式相比, 具有显著优势。在冲压条件好, 加工精度高的情况下, 冷冲压工艺可以实现众多方法无法达到的效果, 获得非常精巧细致、外形复杂的精密部件。比如说, 钟表的秒针、汽车覆盖件等等。
3.成本消耗低
汽车冲压过程所使用的材料绝大多数都是整块板材, 只要切割规划不出太大的问题, 压力设备进行冲压的过程中基本上可以充分利用所有金属材料, 避免人工切割带来的边角余料, 且因不需其他加热设备, 将资源利用效益提到最大化。同时, 还可以降低因人为失误而造成二次切割的几率, 在提高加工效率的基础上, 具有节能特性, 用最小的成本获取最大的利润, 促进汽车冲压件规模化、高效化生产, 提高加工工艺的经济性能。
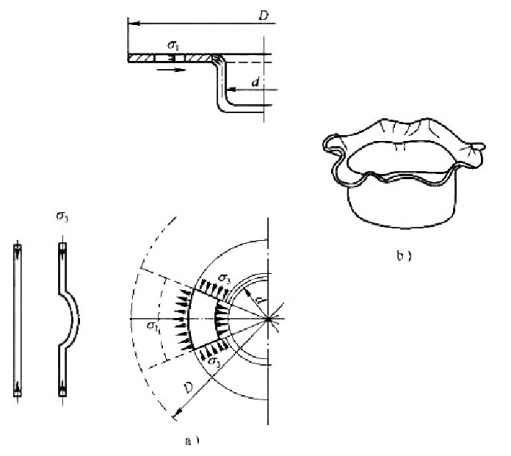
图1 凸缘变形区的起皱
三、冲压件成形缺陷
1.切割材料出现毛刺
切割冲压件板材的过程中, 很容易会导致材料周边出现很多刺状物的问题, 他们厚度大小不一, 但一般都会具有一定高度。这些刺状物就是在切割材料过程所带来的毛刺。切割材料边缘的毛刺主要有两种, 一种是由于切割设备凹凸模缝隙太大, 致使切割平面不一致所产生的。该类毛刺的高度以及厚度数值较大;另一种是由于切割设备凹凸模间隙不大或者是模具长期磨损所产生的。该类毛刺具有一定高度, 但是厚度较薄。由此可见, 汽车冲压件加工人员应该做好切割设备凹凸模间隙的调整工作, 定期检查模具磨损情况, 对有问题模具要及时维修或更换。
2.拉伸起皱
冲压件拉伸过程中, 金属材料在压力的作用之下, 发生拉伸变形, 导致零件凸缘或者筒壁起皱。究其原因, 主要是由于切向压应力引起的。当凸缘的切向应力达到界限值时, 凸缘边缘会出现连续的、波浪形弯曲, 被称作起皱。示意图如图1所示。
实际加工过程中, 提高内径方向的拉应力是消除起皱的常见措施。假如皱纹均布于冲压件四周, 应提高压料力以消除起皱现象。对于锥形件或者半球形加工件而言, 拉伸初始阶段材料几乎悬空, 极易在侧面筒壁出现起皱, 所以在提高压边力的基础上, 应该进一步加大板材在径向方向的拉应力, 以削弱或者消除皱纹。具体来讲, 可以采用添加拉延筋的方式, 在拉伸过程中压弯板材四周, 并对凹模产生的阻力加以影响, 从而促进径向拉应力的提升。模具设计人员应该根据实际加工需求, 合理选择拉伸筋的规格、形状以及安装位置, 通过改变径向拉应力的大小, 降低拉伸起皱问题。与此同时, 还可以利用压边圈减少毛坯的拱起问题。尤其是形状比较复杂的拉伸件, 其材料稳定性差, 起皱几率极高。因此, 在该类部件的拉伸工艺设计阶段, 应增设凸筋, 充分吸收板材拉伸过程中所产生的多余金属材料, 进而有效避免起皱。此外, 提高毛坯厚度, 降低拉伸变形, 也是一种不错的消除起皱的方式。
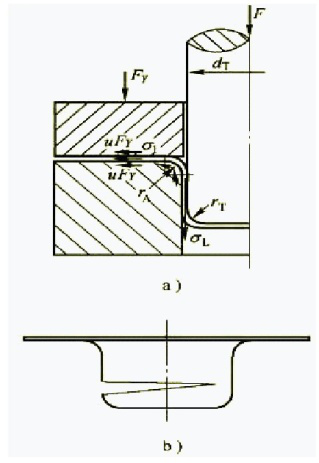
图2 壁筒拉裂示意图
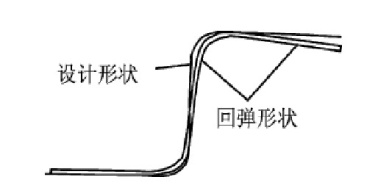
图3 设计形状与回弹模型差异
3.拉伸破裂
如图2所示, 在拉伸过程中, 假如拉力大于材料的最大抗拉强度, 则会出现破裂现象。板材薄厚并不是发生破裂现象的判断标准。也就是说, 不是薄的地方而是拉伸变形程度最大的位置最容易出现拉伸破裂现象。因此, 设计人员应该在设计前期拉伸变形较大位置采取预防措施, 并在拉伸后对成型件予以精密修补, 比如说通过打孔以及切口等方式, 减轻拉伸拉力, 降低破裂几率。
4.拉伸回弹
汽车冲压件在拉伸形成的过程中, 板材弯曲变形现象普遍存在。即使在拉延动作结束之后, 也会残留一定应力。这些残余应力与闭合模具的接触力之间处于平衡位置。一旦再次开启模具, 加工件在残余应力的作用下将发生回弹, 导致实际加工效果与预期在尺寸上存在偏差。拉伸回弹模型示意图, 如图3所示。
拉延回弹是汽车冲压成形缺陷的一种, 在实际加工过程中很难消除。随着科技的不断发展, 人们积极对拉伸回弹进行深入研究, 利用计算机仿真模式提供众多解决办法。目前, 针对回弹加工面的相关补偿技术是解决拉伸回弹的最科学、有效的办法。
四、结语
综上所述, 汽车冲压件是汽车装配的重要组成部分, 有外部结构件与内部结构件两大类, 不仅影响汽车外形观感, 同时对汽车的整体质量也起着至关重要的作用。然而, 由于切割毛刺、拉伸起皱、拉伸破裂、拉伸回弹等成形缺陷的发生, 导致汽车冲压件的性能大打折扣。因此, 汽车冲压设计人员, 应对板材进行合理分析, 做好事前预防, 并采取行之有效的措施, 尽可能避免冲压缺陷的产生, 从而促进汽车整体抗压性能的提升, 实现高质量、高效率的汽车生产模式。
作者:马淑莉 来源:科技创新导报
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














