启飞汽车设计汽车设计— 国内专业产品设计培训基地!咨询热线:+86-15923339397
为中小型企业汽车研发和制造提供解决方案
专业承接整车设计开发项目
为各大主机厂,高校提供专业专项培训
为设计爱好者、毕业生提供专业系统培训
2019-01-04152作者:启飞汽车设计
摘要
在汽车白车身焊装时,为了有效地预防漏焊、错焊及混装和漏装发生,通过建立模块化、精益化、敏捷化的质量防错改进系统,对制造工艺过程进行有效的风险分析,建立并维护从识别问题到控制潜在影响的严密的“风险预防”防错管理体系,确保制造工艺过程的系统性、完整性、可靠性和有效性,从而推进提升企业的产品质量。
一、利用电磁感应防错的方法
利用零部件的形状不同或零部件在工装上的存在与否,在工装上加装电磁探头,通过电磁探头是否有感应信号来指挥工装的下一步动作,这种防错装置能有效地防止零部件混装和漏装。
1.用检测信号开关鉴别不同的车型
图1是AP车型后地板机器人补焊支架工位的车型鉴别装置,由AP11和AP12车型共用此支架,而两车型的焊接程序不一致,为防止上件偏差造成焊接程序的调用错误,使用图1中所示的1、2检测信号开关对零件进行区分,如果两个信号开关都检测到信号,则车型为AP11,如只有2号检测开关有信号,而1号检测开关没有信号,则此支架上的车型为AP12。
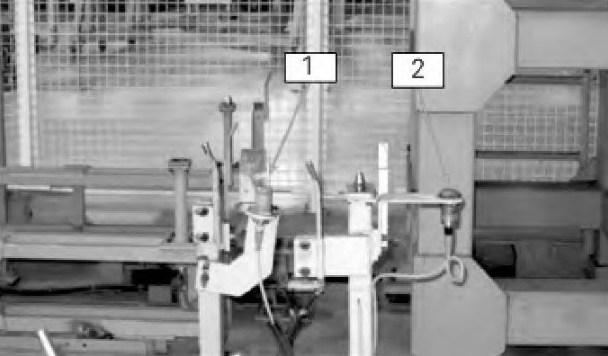
图1 AP车型后地板机器人补焊支架工位的车型鉴别装置
2.利用工件在工装上的自重给出感应信号
在MG7车型后地板加强板工位利用工件在工装上的自重给出感应信号。零件放到位后,零件重力使感应开关下压,给出到位信号,夹具才能进行下一步夹紧,有效地避免了零件的漏装。这种机械式的信号开关可以对零件有无漏装情况进行判断。
3.用弹簧式感应器防止零件漏装
零件通过定位销定位并压在定位面上之后,弹簧式感应器给出到位信号,启动夹具进行下一步压夹。若漏装零件,则弹簧式感应器不发出到位信号,设备不动作,进而提醒操作者已经发生零件漏装。
二、机械固定式防错装置
1.转动功能防错
在AP车型FE040工位定位销基座上,由于定位销加工后与安装孔的配合面是圆柱形,能够自由转动,而很多菱形定位销要求有唯一的定位方向。因此,在定位销基座上加工出与定位销平面相配合的台阶面,有效地防止了定位销自由转动,保证了定位方向。
2.工装上加导向挡块
图2是MG7车型后地板总成预定位和抓举工装。MG7车型的后地板中横梁定位在工装上,由于图2b中“3”处定位面面积较小且与定位销之间距离较长,容易在抓举过程中向前倾,造成抓举失败,因此在图2a“1”处夹紧机构附近增加“2”处的导向挡块,防止零件在夹紧过程中窜动。
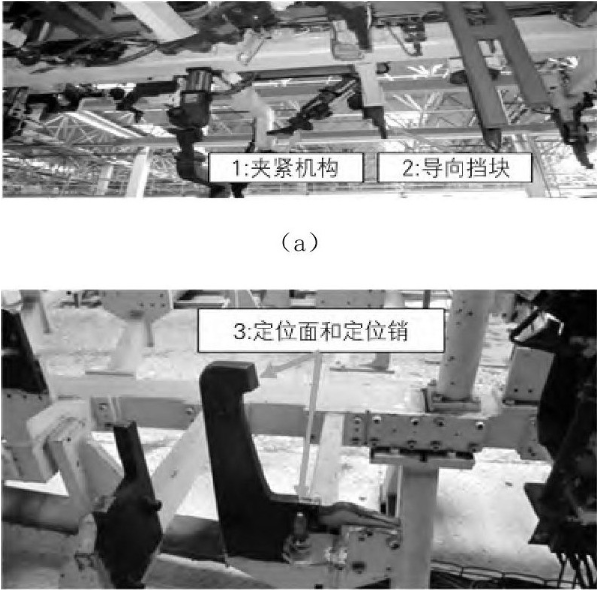
图2 MG7车型后地板总成预定位和抓举工装
3.加可调挡块定量防错
图3是AP车型侧围BS040工位的夹具。由于内外板合成止口边容易发生错位现象,因此在图3所示位置增加Z向可调挡块,当后道人工工位发现止口边错位时,在不影响其它功能尺寸的情况下,可以利用此挡块快速消除错位现象。

图3 AP车型侧围BS040工位的夹具
4.增加切换夹头防错
AP11和AP12车型的后轮罩总成在夹具上定位时,每道工序件与上道工序件的贴合面是完全一致的,因此上错件不易被发现。图4是在后轮罩总成的涂胶支架上增加切换夹头,将相应车型的夹头夹紧后,另外车型的零件则无法放置到位,进而防止发生装配错位。

图4 在后轮罩总成的涂胶支架上增加切换夹头
5.增加限位机构防错
AP12行李箱盖铰链左右件不易识别,容易装错。根据左铰链右高左低,右铰链左高右低的特性,增加限位机构,可以保证左铰链只能装在左侧。
6.加定位块以防止窗框尺寸出错
四门窗框在焊接完成时存在尺寸波动,导致四门总成尺寸不稳定,使得表面调整工装常出现四门不匹配的现象。为此,设计并制造了可调节的限制窗框Z向、X向尺寸变化的定位块(图5),进而使尺寸超差的窗框单件不能放进夹具中,同时保证了合成后窗框尺寸的稳定性。
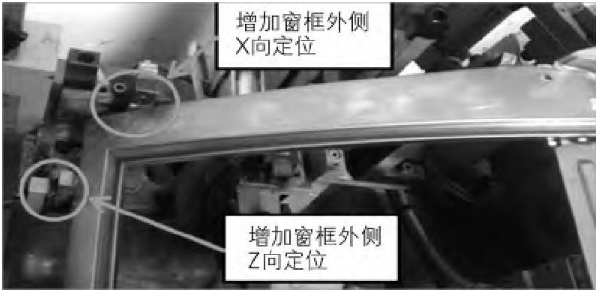
图5 可调节的限制窗框Z向、X向尺寸变化的定位块
三、人工提醒和设备提醒防错
1.人工提醒防错(目视化警示标志
在实际生产中,特别是在混线生产的流水线上,经常会有各种各样的变化点,如车型切换、零部件变更、配置变化等。除了及时更改标准化作业单,对员工进行必要的培训外,在生产现场操作工目视可及处张贴相关的变化点告示,对操作工进行人工提醒,也能起到一定的防错作用。目视化警示标志见图6。

图6 目视化警示标志
2.设备提醒防错
目前,车身加工设备有计数功能的计数器,如螺柱焊机和电阻焊机,每当焊好一只螺柱和完成一个焊点时,焊机上相应计数器上的数字就会增加,同时计数器还有归零的功能。若有漏焊的情况,则追溯起来比较方便。
四、结束语
通过在很多工装上加装防错装置,同时在整个生产工序之间进行互查和过程审核,在车身生产线上基本上做到了不接受缺陷、不制造缺陷、不传递缺陷。荣威和MG品牌的多款白车身的焊接质量的合格率一直保持在99.8%以上,几乎没有发生漏焊和错焊的缺陷。功能尺寸的合格率也保持在96%以上,一次报交的合格率达到93%以上。在容易出错的工装上安装合适的防错装置,不仅能有效地防止漏焊、错焊和混装、漏装,而且对保证产品质量可起到事半功倍的效果。
作者: 黄建英 郑增甡 来源:汽车工艺与材料
福利:做任何事情,都有方法。比如汽车行业如何最短时间内获取高薪,其实,是一件很容易的事情,结合汽车行业十多年工作经历,我做了一次系统全面总结无偿分享大家,文章共计十篇。帮助更多的网友在汽车行业快速发展。同时,我业余时间整理一套免费经典的CATIA视频教程, 汽车设计领域必备软件工具,大家有需要的,可以给我留言,请加微信qifei1799。提“启飞”就可以获取下载链接:汽车行业快速突破月薪过万绝密分享和catia视频精品一套。明确方向,精准学习,为以后在汽车行业职场做好铺垫。

CONTATC
 重庆市渝中区中华路1号LG层LG13号81#
重庆市渝中区中华路1号LG层LG13号81#
 15923339397
15923339397
 2248511017
2248511017
 qifei1899
qifei1899
 微信二维码
微信二维码
Copyright © 2002-2018 重庆启飞汽车设计有限公司版权所有渝ICP备18000729号 电话:15923339397














